Copyright 1922
David M. Mitchell
12 B 22
Printed in United States of America

oys are today regarded as educational factors in the life of boys and girls. New toys come into demand at frequent intervals in the growth and mental development of the child. On account of the unfailing interest on the part of the pupils in toys and because of the unlimited educational possibilities contained in toy making, this work is rightfully taking an increasingly important place in the manual arts program in the schools.
This book is the outgrowth of toy-making problems given to junior-high and high-school pupils. The author claims no originality for some of the toys. However, most of them have been originated or improved upon in the author's classes.
While it is entirely satisfactory to have any of the toys mentioned in this book made as individual projects, they are here offered as suitable group projects or production projects, and it is hoped that the suggested form of shop organization for production work as treated in Part I is flexible enough so that the plan can be applied to most any shop conditions.
The drawings of toys in Part II will suggest a variety of articles which may be used in carrying out the production work.
Of course, the success of organizing and conducting classes for this kind of work depends largely upon the instructor. He must know definitely what he is trying to get done. He must adopt and pursue such methods of dealing with both the members of the class and the material as will contribute directly towards the desired end.
Toy making carried on by the so-called productive plan, if handled properly, will bring out many of the essentials of an organization typical of the commercial industries. Together with its educational possibilities and its power to attract the attention of those engaged in this activity, toy making will rightfully take its place alongside other important subjects offered in a complete industrial arts course.
The author wishes to acknowledge his[Pg 4] indebtedness to William E. Roberts, supervisor of manual training, Cleveland Public Schools, for valuable suggestions and inspiration; to Joseph A. Shelley, Jersey City, N. J., for suggestions on finishing kiddie car wheels; to the Eclipse Air Brush Company, Newark, N. J., for valuable information and photographs of air brush equipment; and to the American Wood Working Machinery Co., for the use of the illustrations showing the operation of the turning lathe, universal saw, and other woodworking machines.
Cleveland, Ohio, 1921.
D. M. Mitchell
| Chapter I. Productive Work | 11 |
| 1. Suggested plan for shop organization. 2. Grouping of students. 3. The time clerk and tool-room clerk. 4. Recording attendance. 5. Time cards. 6. Using time card. 7. Grading students. 8. Preliminary discussion and preparation for shopwork. 9. Bazaars, toy sales, etc. | |
| Chapter II. Coloring Toys | 21 |
| 10. Sanitation emphasized. 11. Preparation of surfaces. 12. Application of water colors. 13. Analine water stains. 14. Formulas for analine water stains. 15. Oil stains. 16. Shellacking. 17. Varnishing. 18. Points on Varnishing. 19. Colored varnish. 20. Another suggestion for finishing. 21. Use of paint. 22. Ingredients of good paint. 23. Application of paint. 24. Preparation of surface. 25. Tinting materials. 26. Mixing paints. 27. Paint formulas. 28. Formulas for making tinted paint. 29. Enameling. 30. The dipping method. 31. Polishing by tumbling. 32. Care of brushes. 33. Paint application by means of compressed air. 34. Uses of pneumatic sprayers. 35. Construction of pneumatic painting outfit. 36. Special attachments for different surfaces. 37. Cleaning pneumatic machines. 38. Directions for cleaning machine. 39. Directions for operating pneumatic equipment. 40. Preparing colors. | |
| Chapter III. Common Woods Used in Toy Making | 42 |
| 41. Economy in selecting material. 42. Qualities of different woods used. | |
| Chapter IV. Use of Jigs and Fixtures | 43 |
| 43. Value of jigs and fixtures. 44. Cutting small wheels. 45. Turning wheels. 46. Use of wheel cutter. 47. Use of coping saw. 48. Cutting sharp corners. 49. Removing the saw-blade from frame. 50. Making heavy wheels. 51. Designs for wheels. 52. Cutting wheels on band-saw. 53. Boring holes in wheels. | |
| Chapter V. Operation of Woodworking Machines | 54 |
| 54. Importance of machine operations. 55. Operating the lathe. 56. Face plate turning. 57. The universal saw. 58. The hand jointer. 59. The sander. |
| PAGE | ||
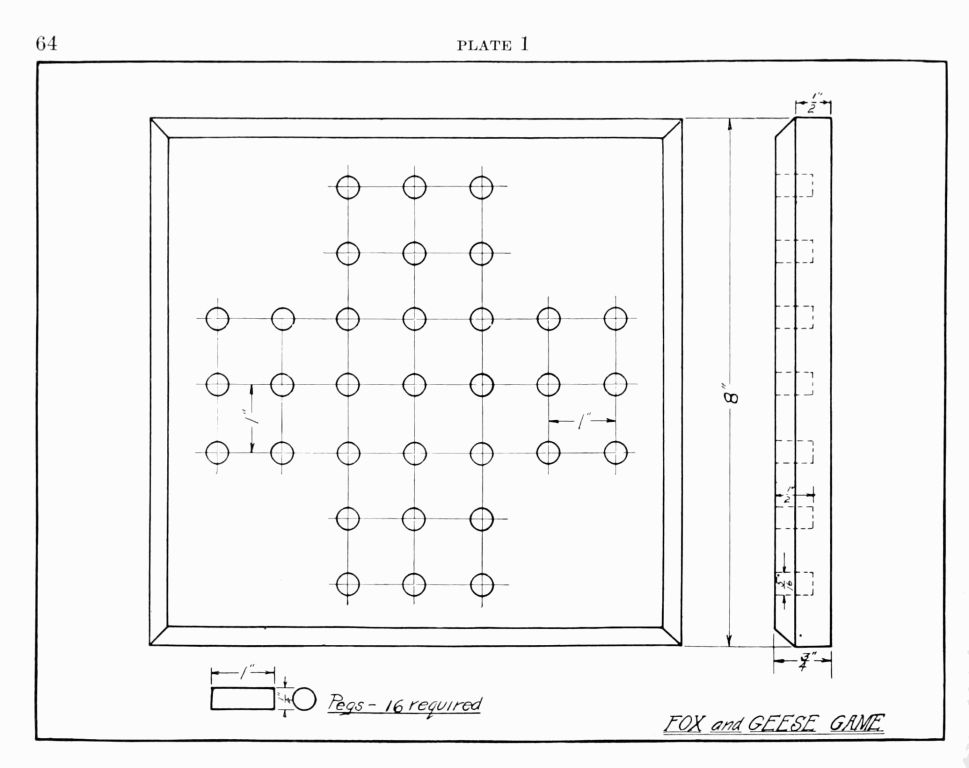
| Plate | 1. Fox and Geese Game | 64 |
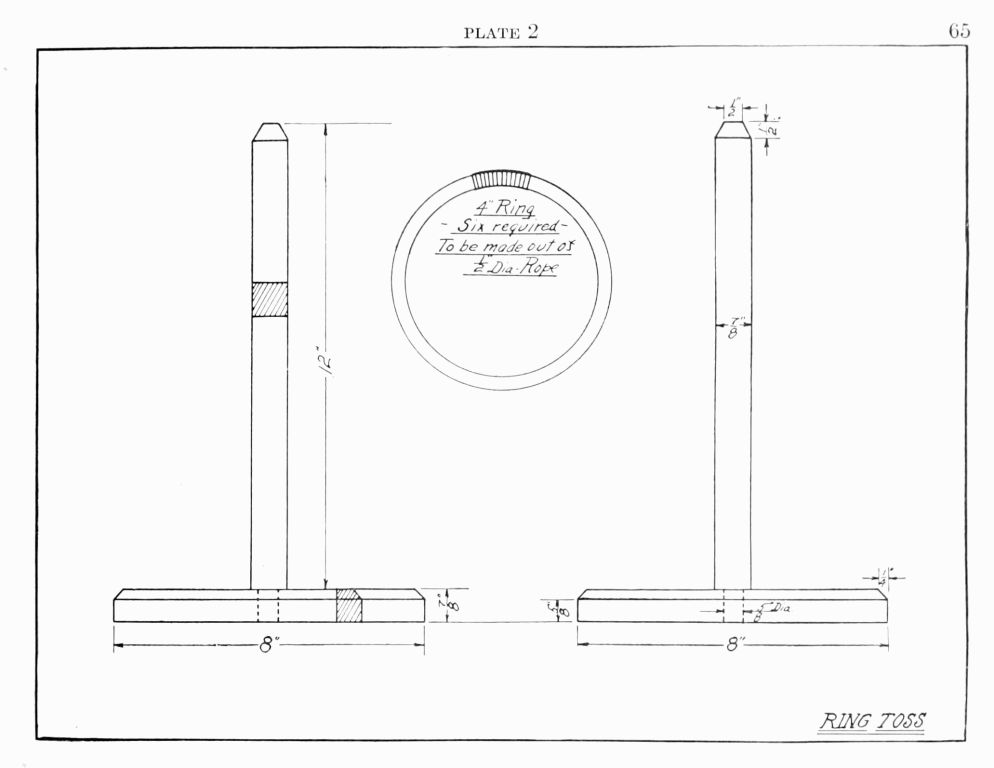
| " | 2. Ring Toss | 65 |
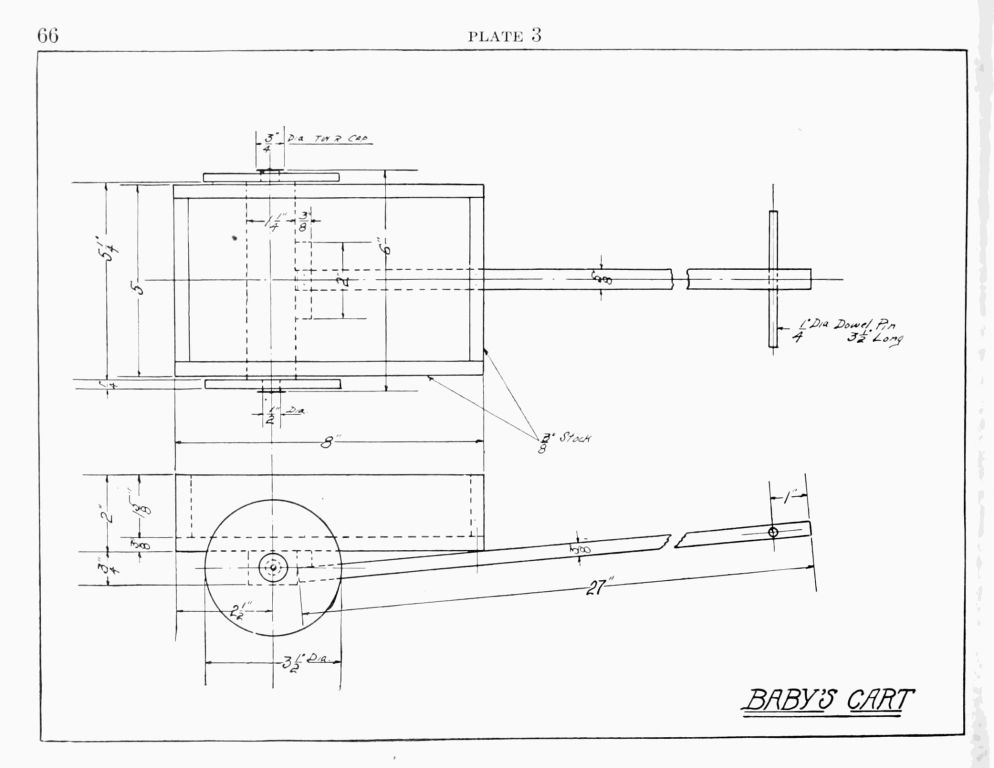
| " | 3. Baby's Cart | 66 |
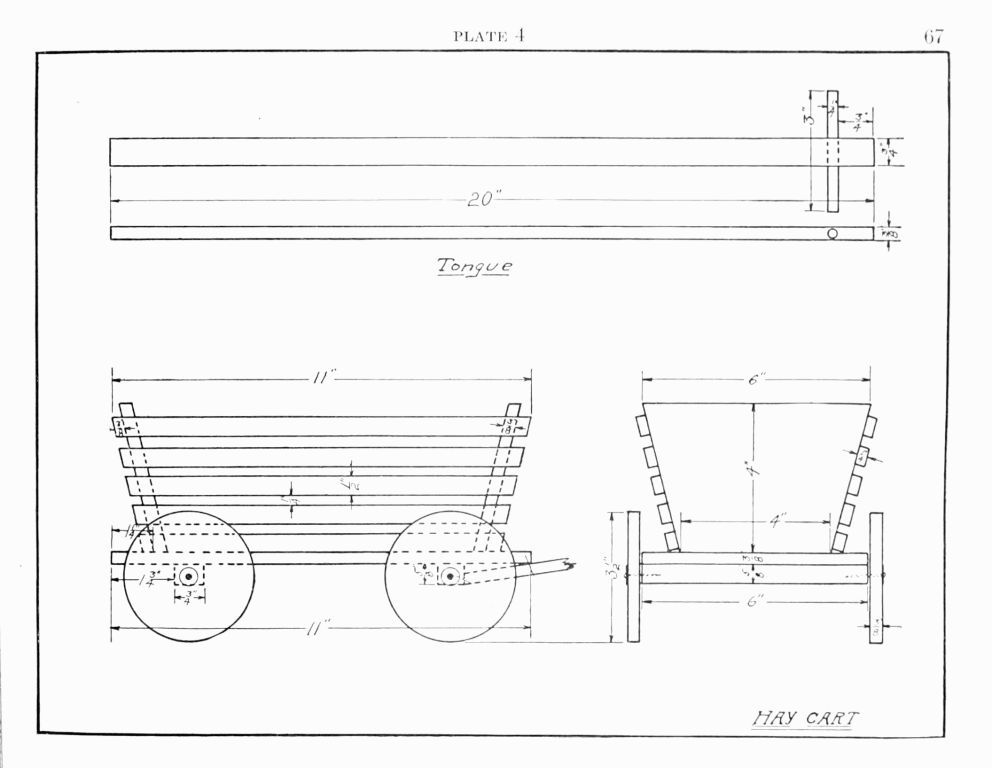
| " | 4. Hay Cart | 67 |
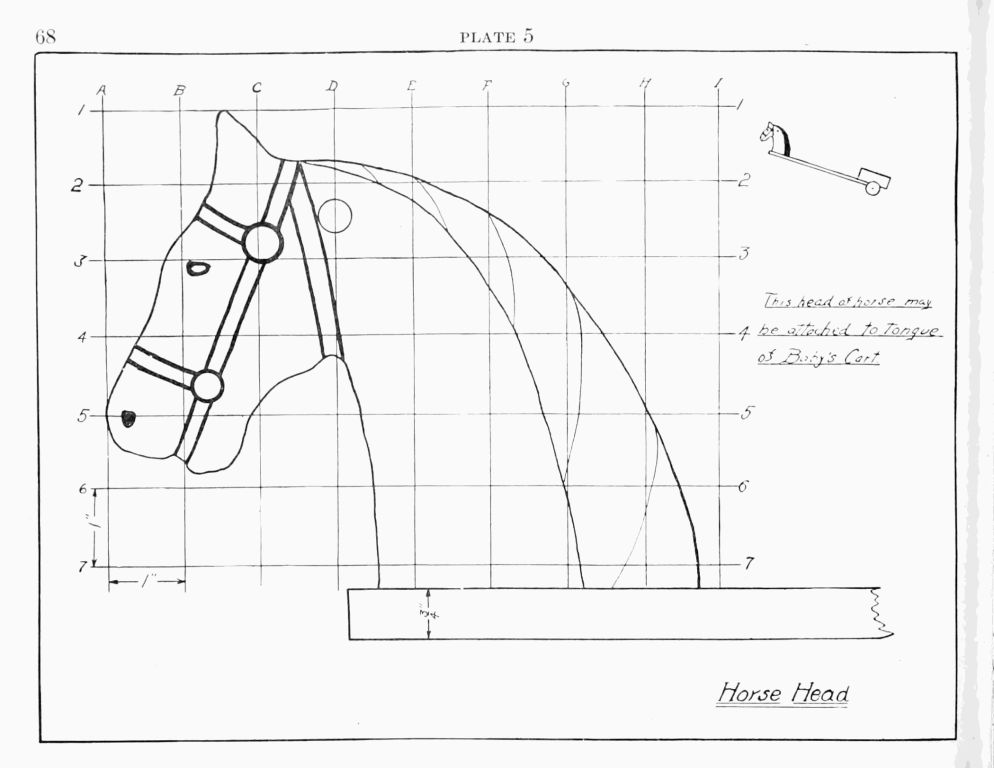
| " | 5. Horse Head | 68 |
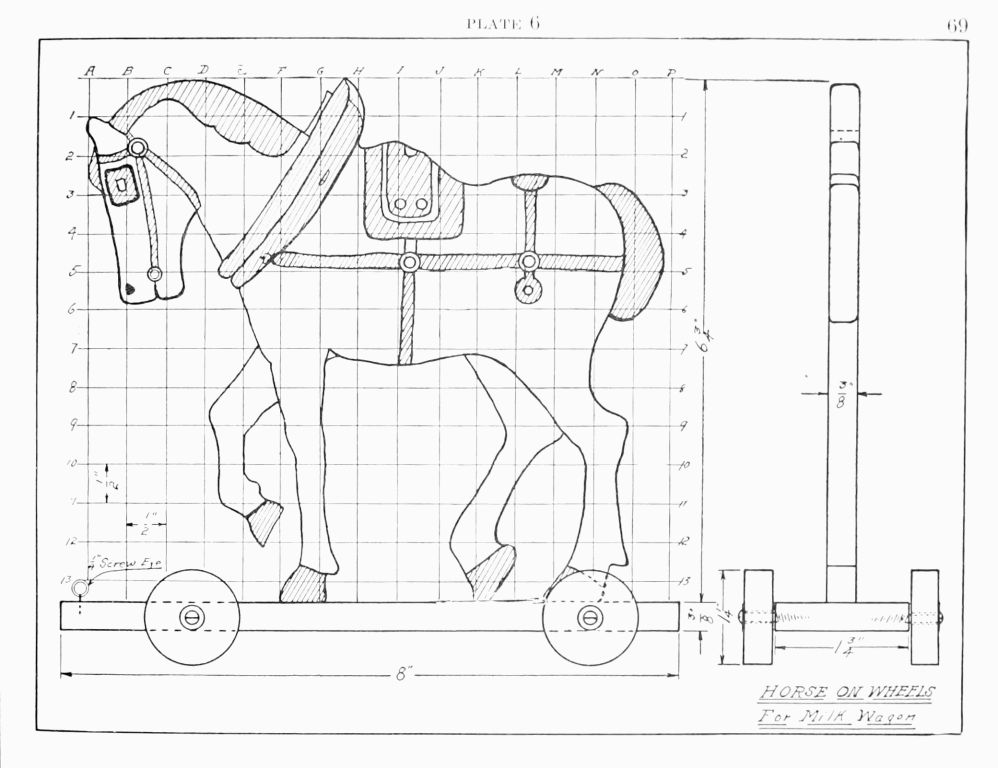
| " | 6. Horse on Wheels | 69 |
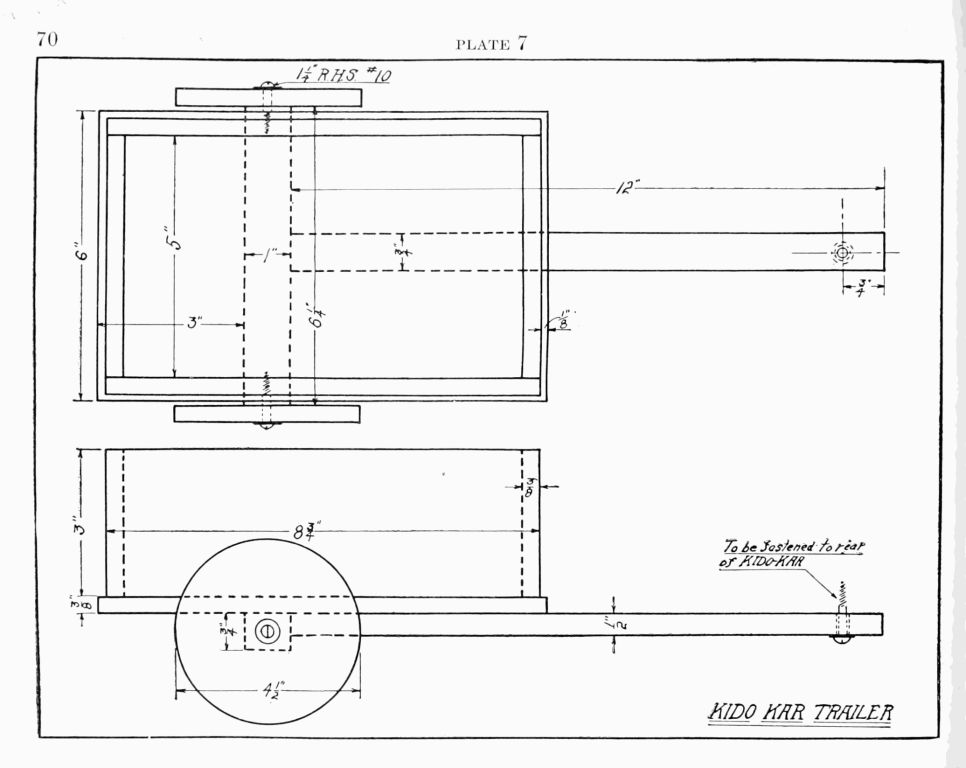
| " | 7. Kido Kar Trailer | 70 |
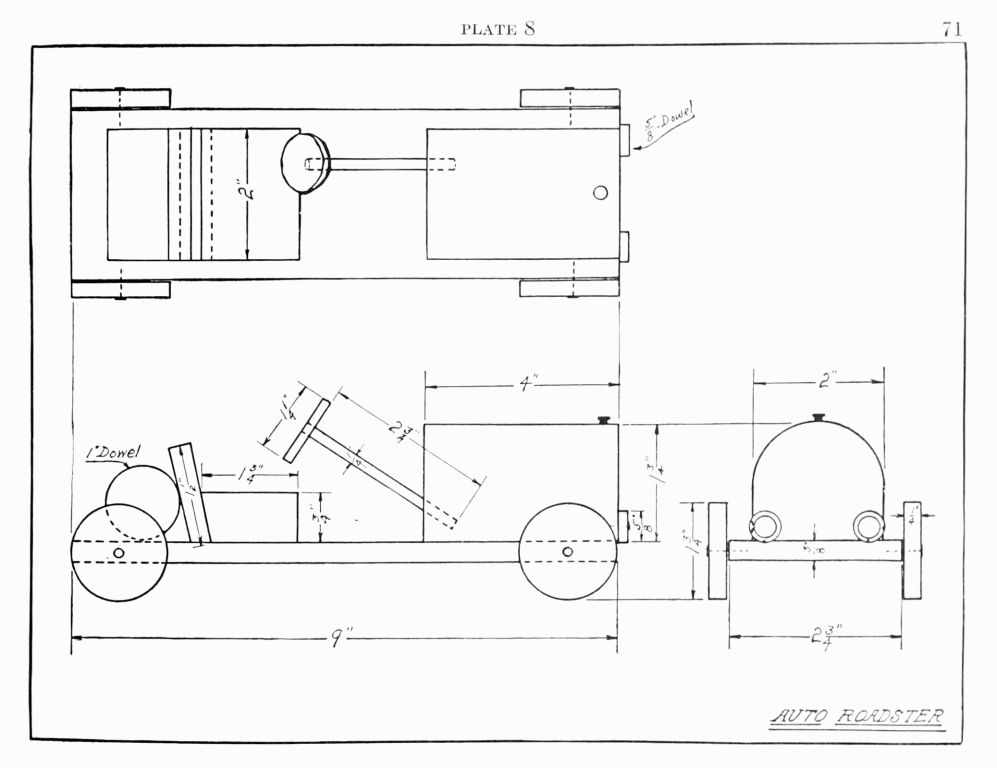
| " | 8. Auto Roadster | 71 |
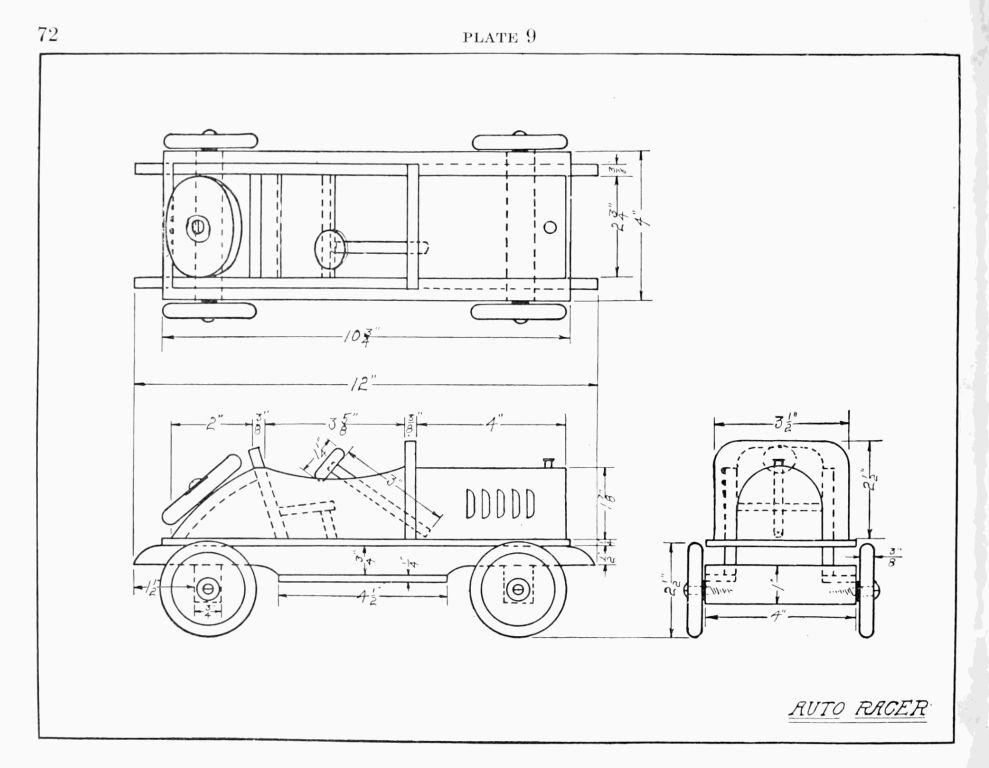
| " | 9. Auto Racer | 72 |
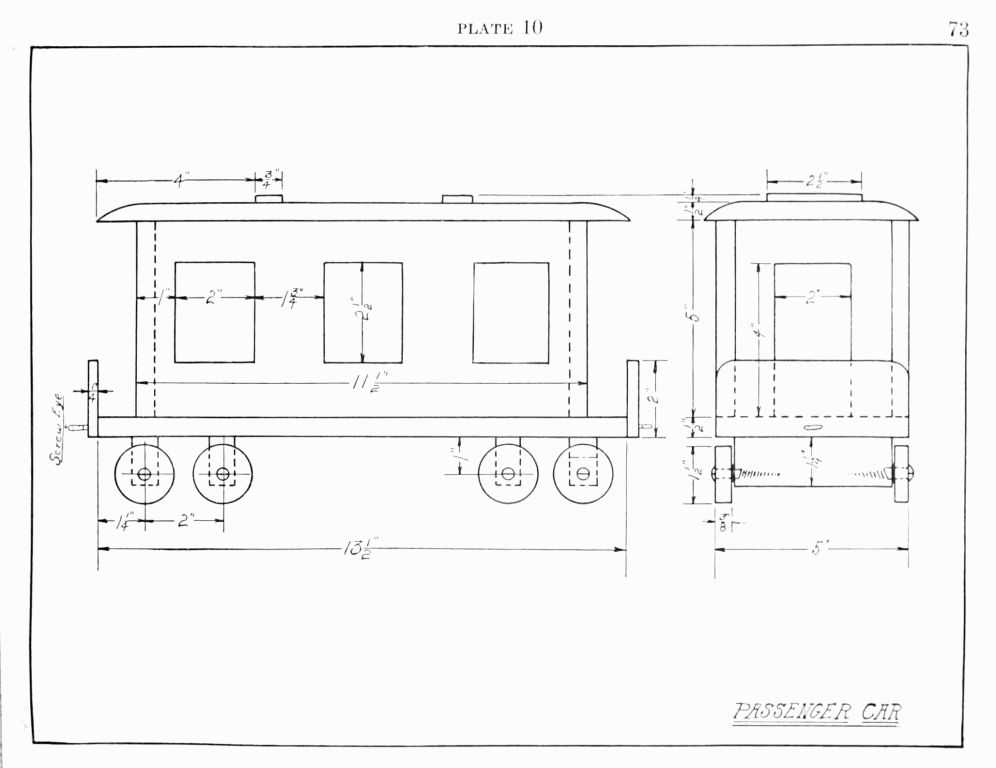
| " | 10. Passenger Car | 73 |
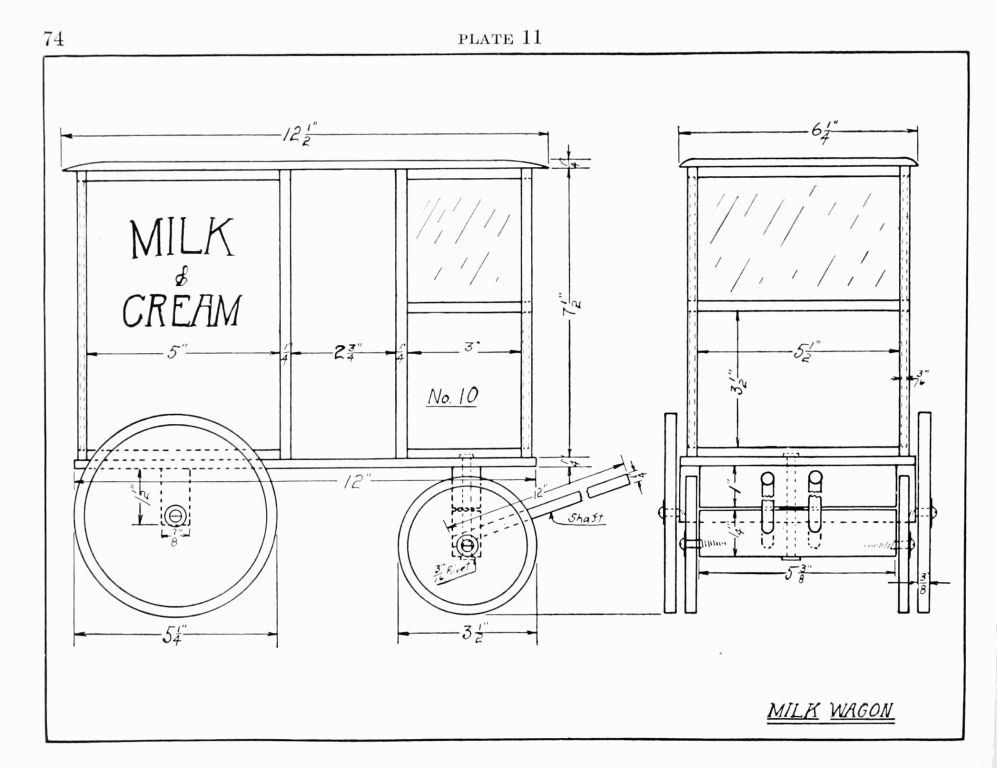
| " | 11. Milk Wagon | 74 |
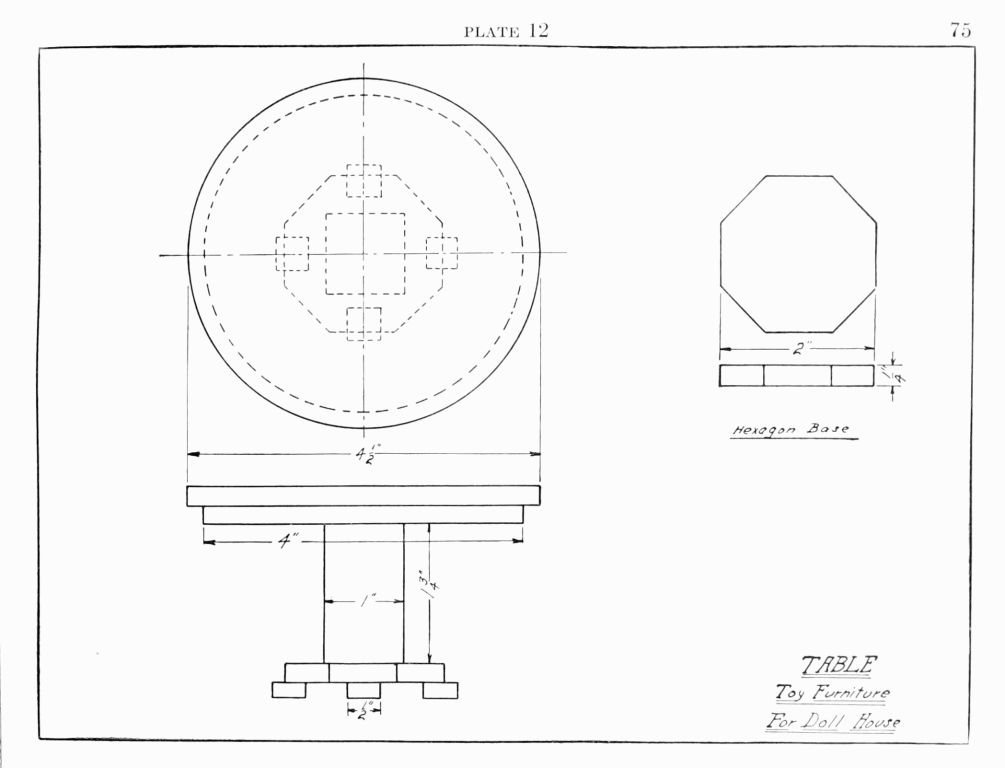
| " | 12. Table for Doll House | 75 |
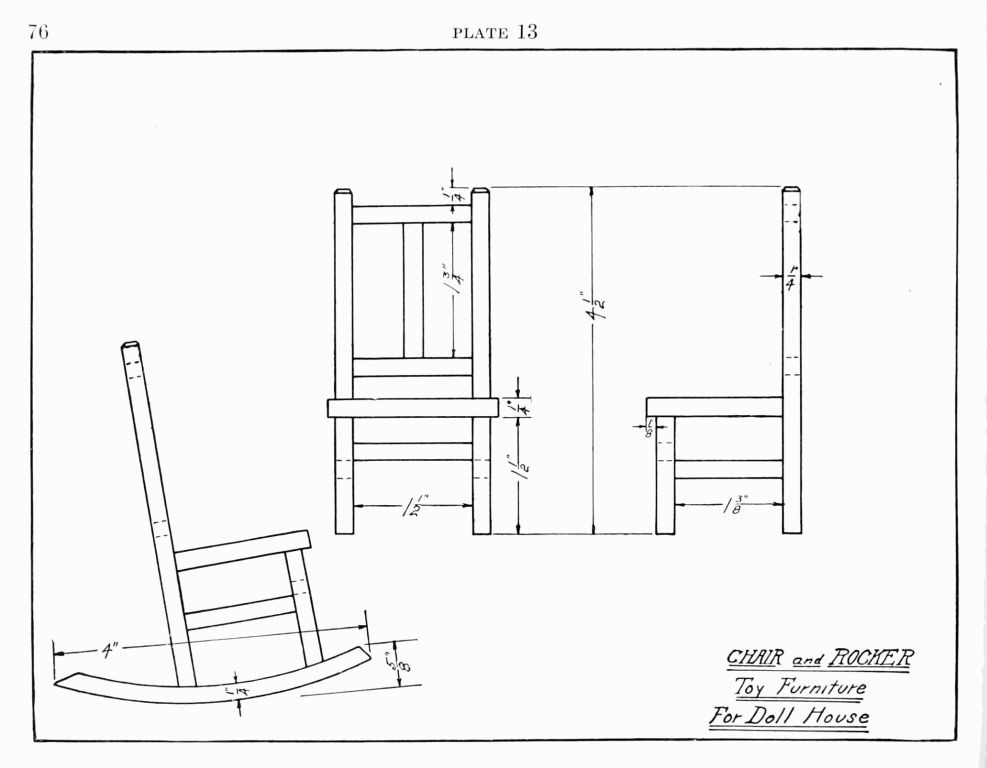
| " | 13. Chair and Rocker | 76 |
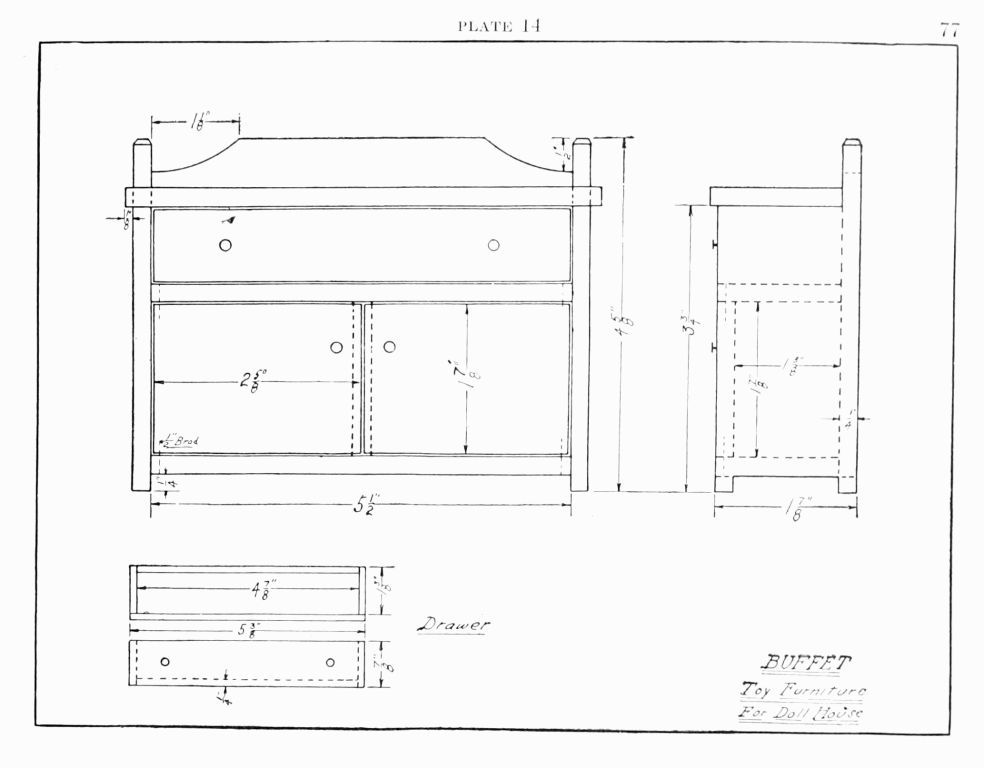
| " | 14. Buffet | 77 |
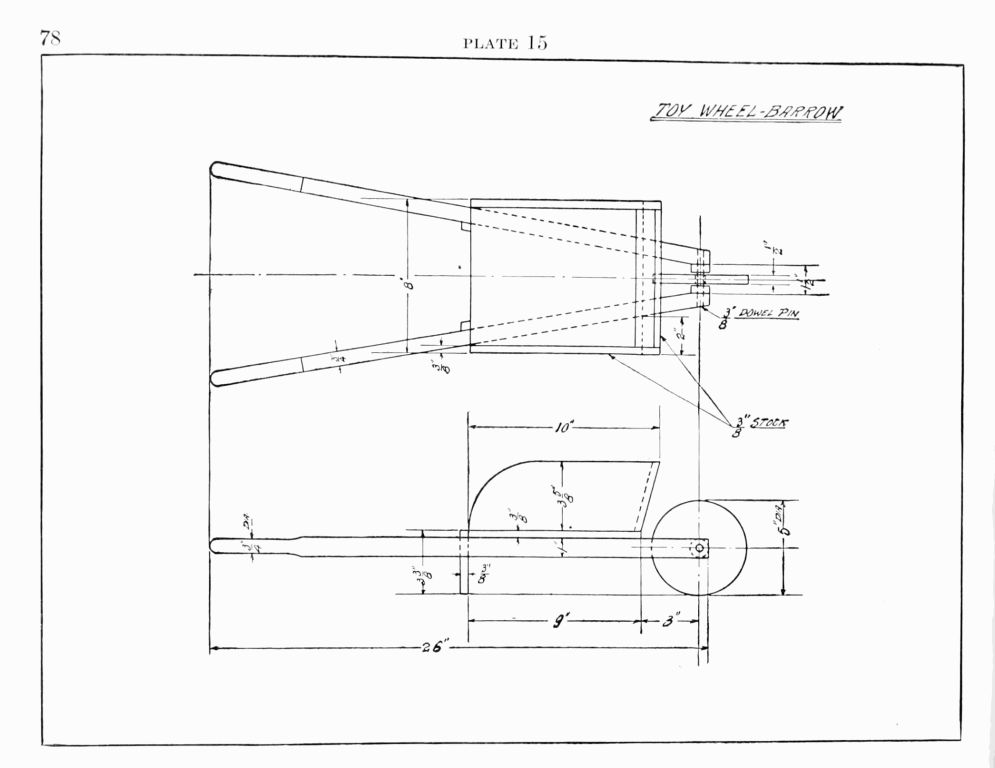
| " | 15. Toy Wheel-Barrow | 78 |
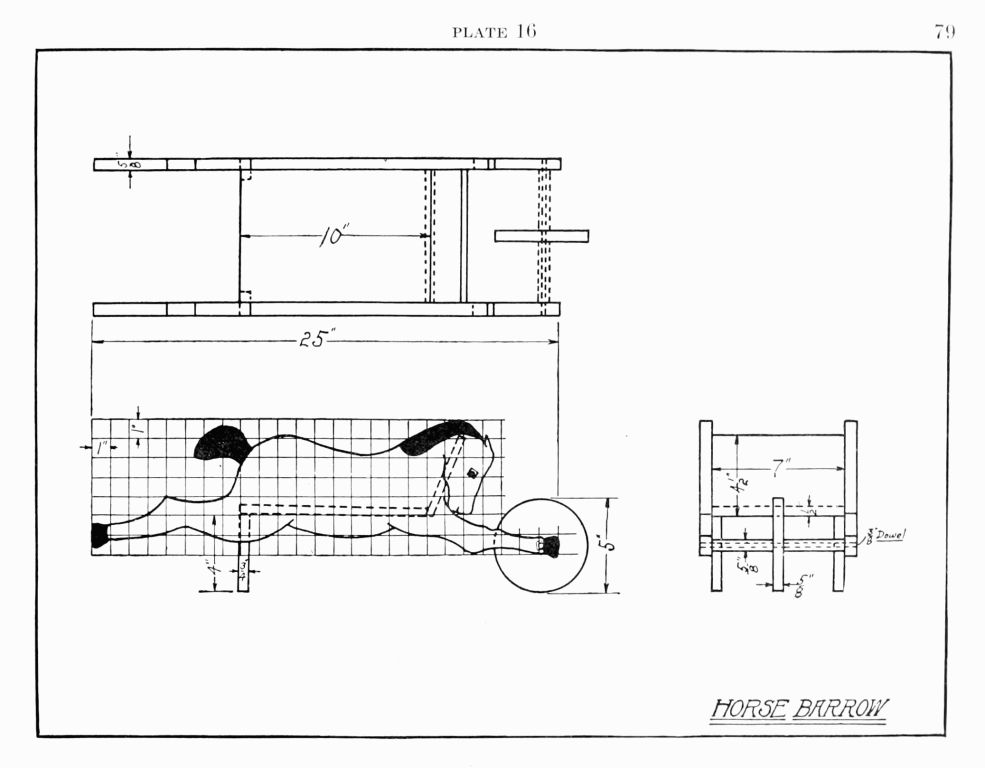
| " | 16. Horse Barrow | 79 |
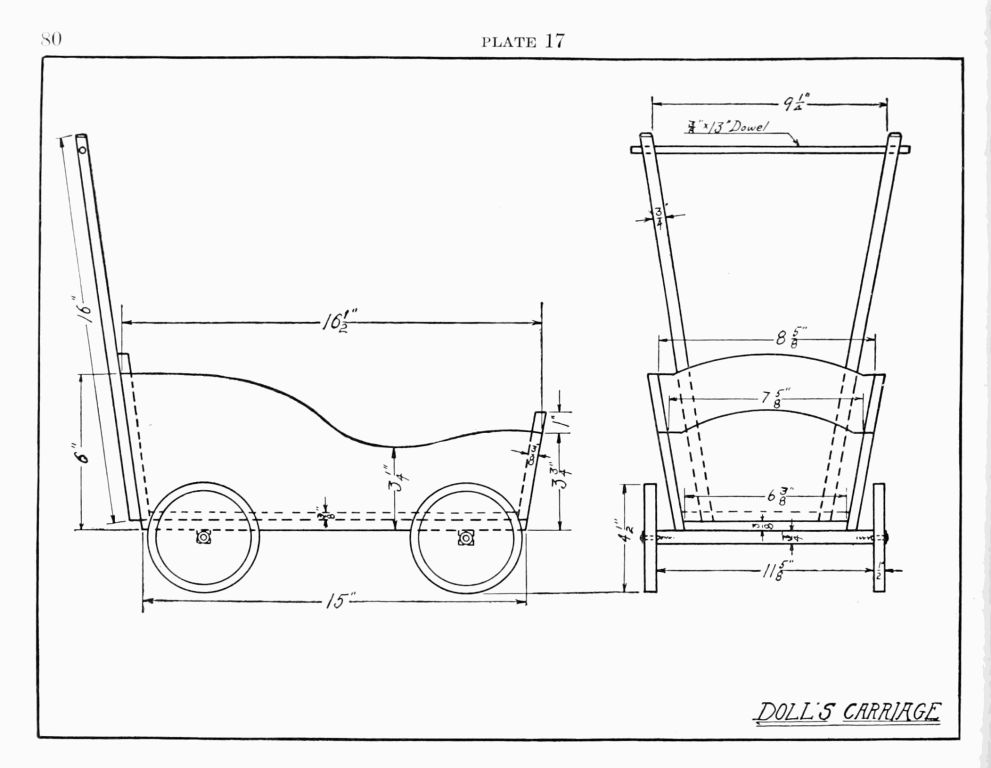
| " | 17. Doll's Carriage | 80 |
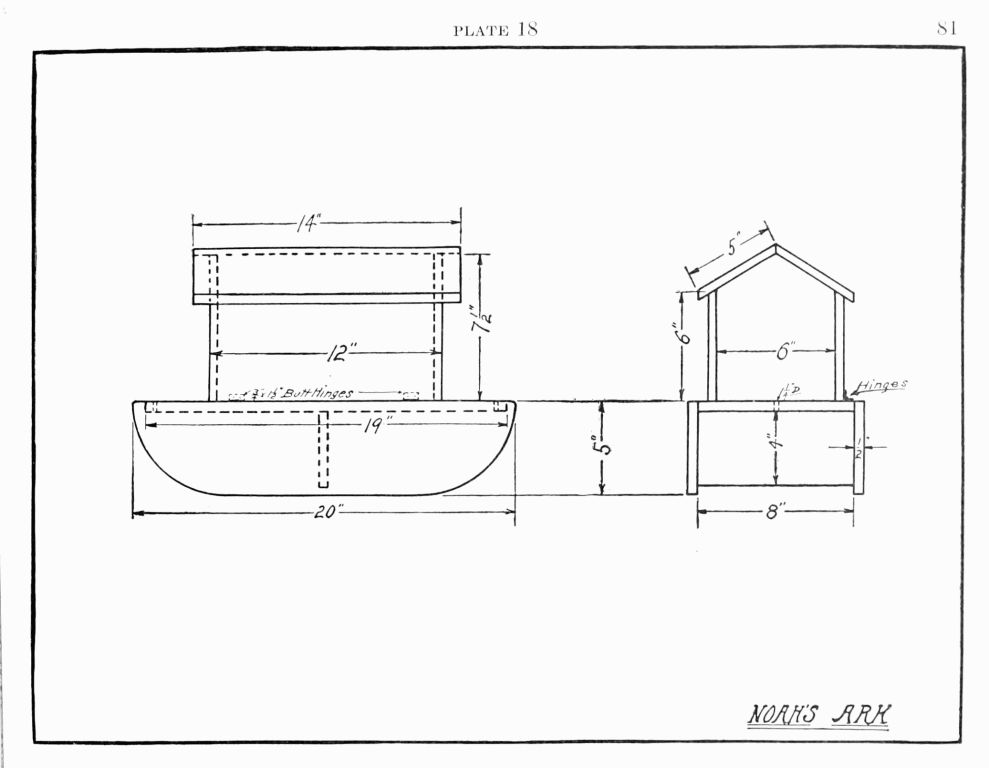
| " | 18. Noah's Ark | 81 |
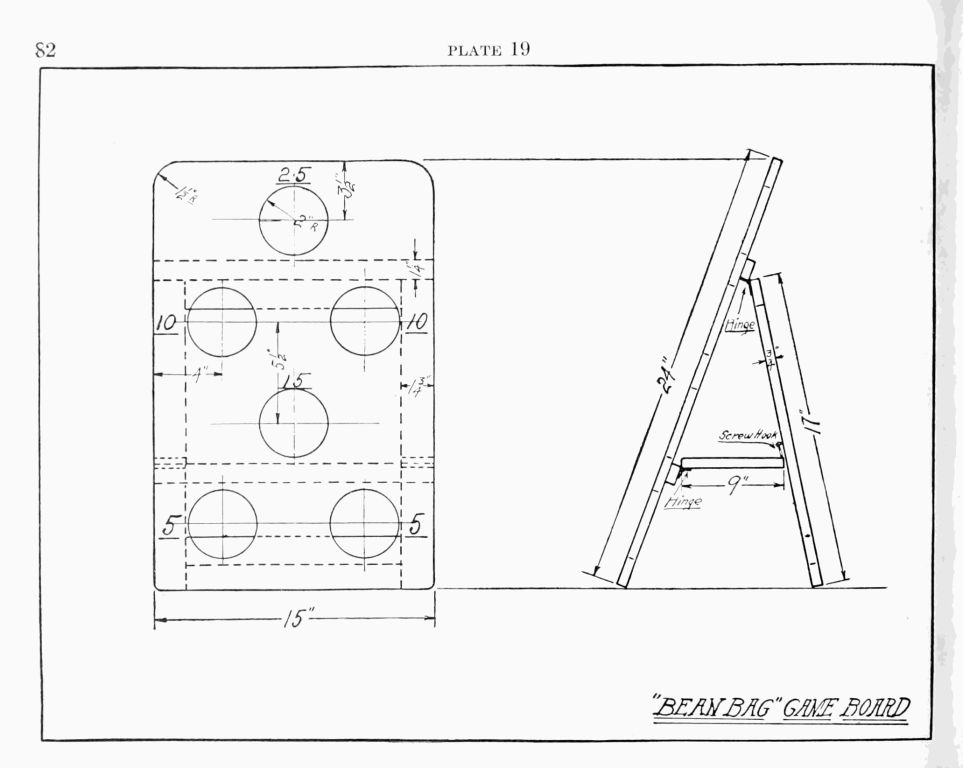
| " | 19. "Bean Bag" Game Board | 82 |
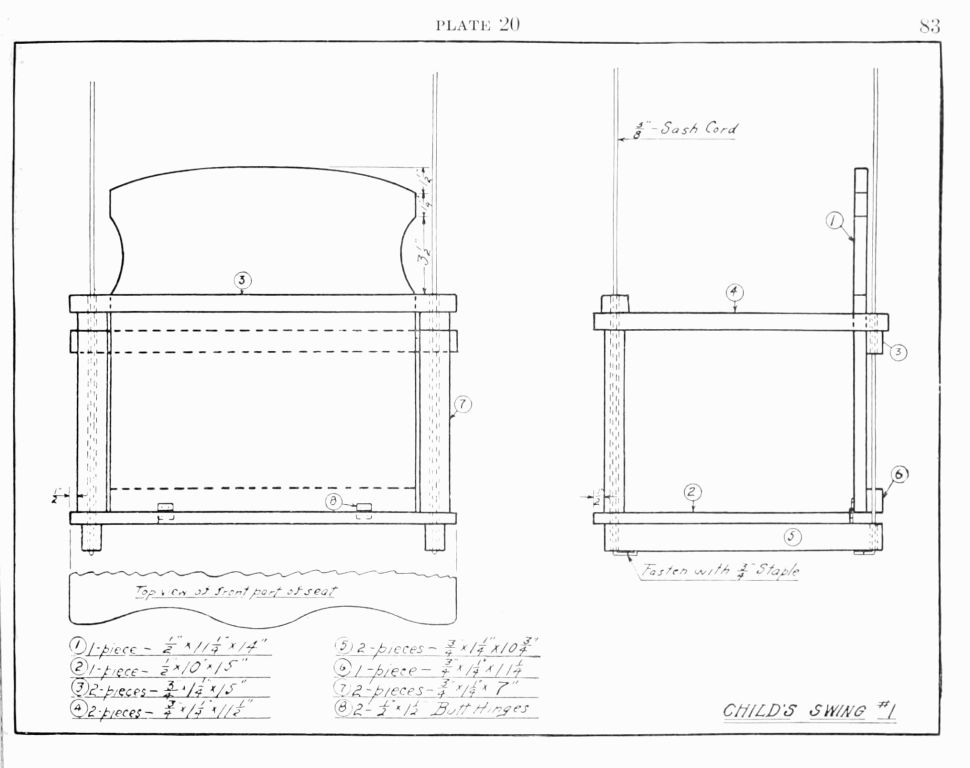
| " | 20. Child's Swing No. 1 | 83 |
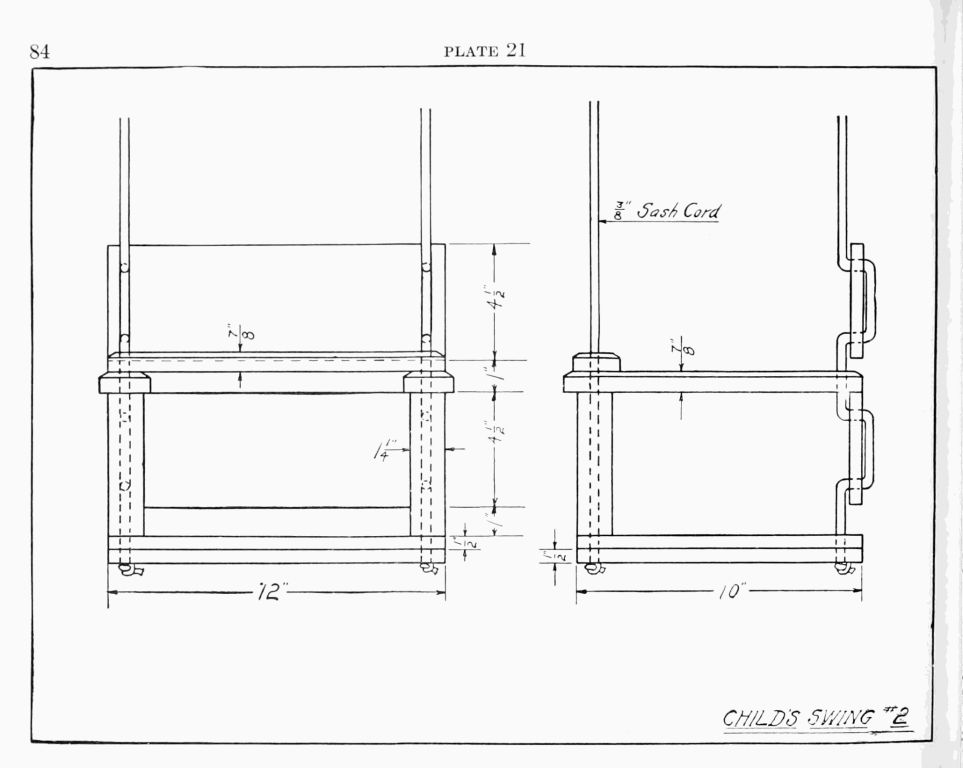
| " | 21. Child's Swing No. 2 | 84 |
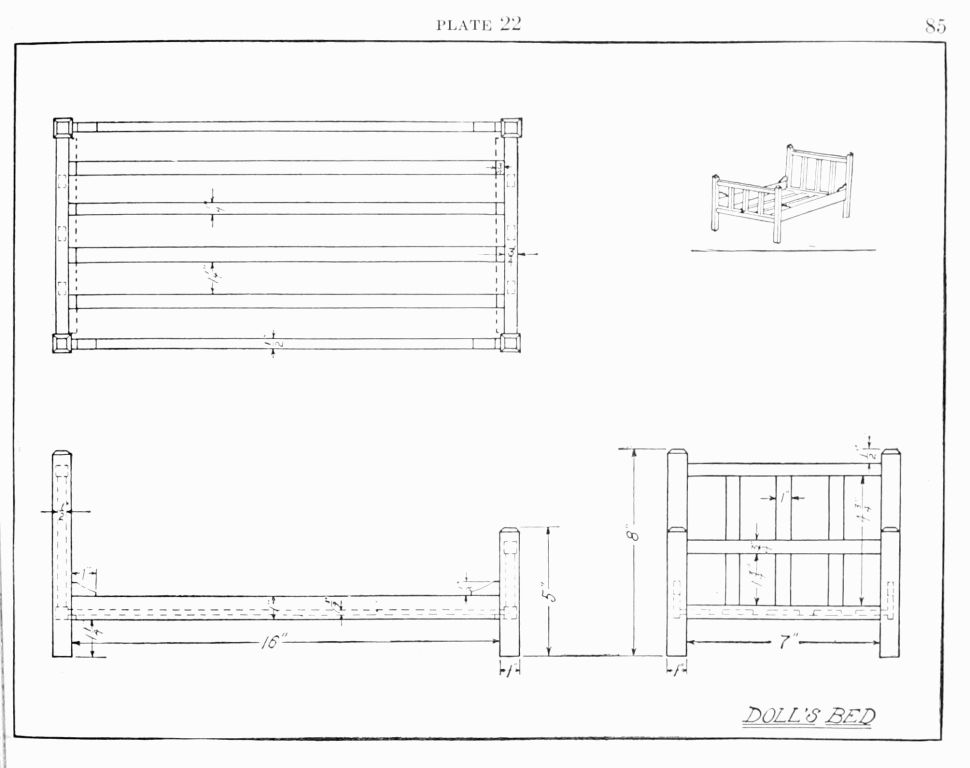
| " | 22. Doll's Bed, No. 1 | 85 |
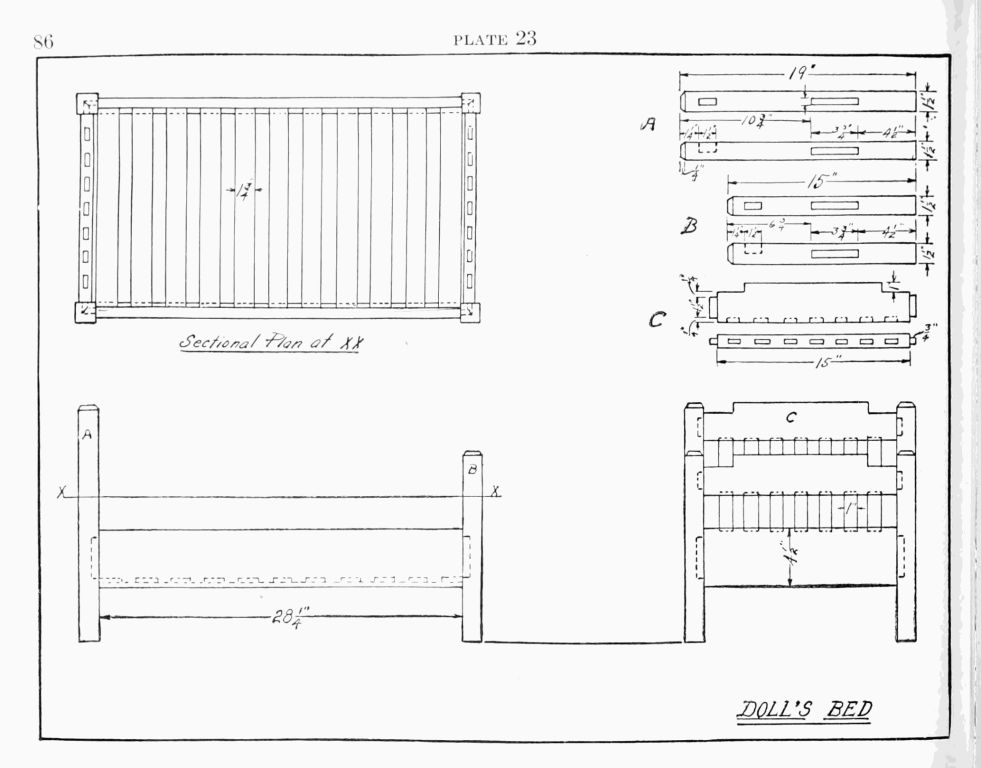
| " | 23. Doll's Bed, No. 2 | 86 |
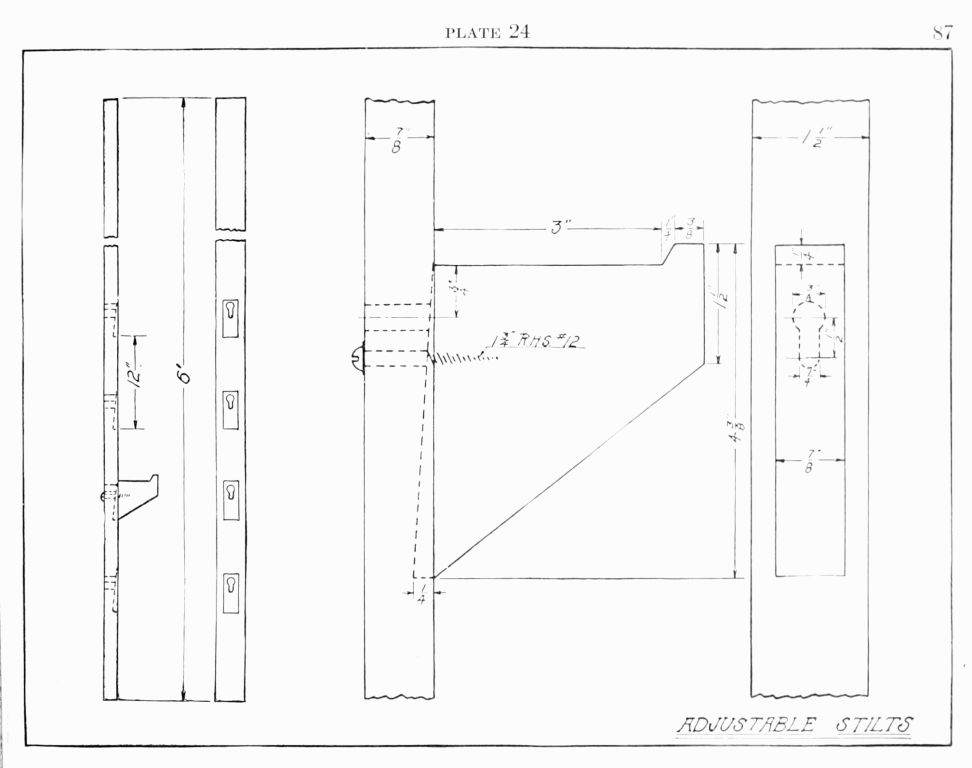
| " | 24. Adjustable Stilts | 87 |
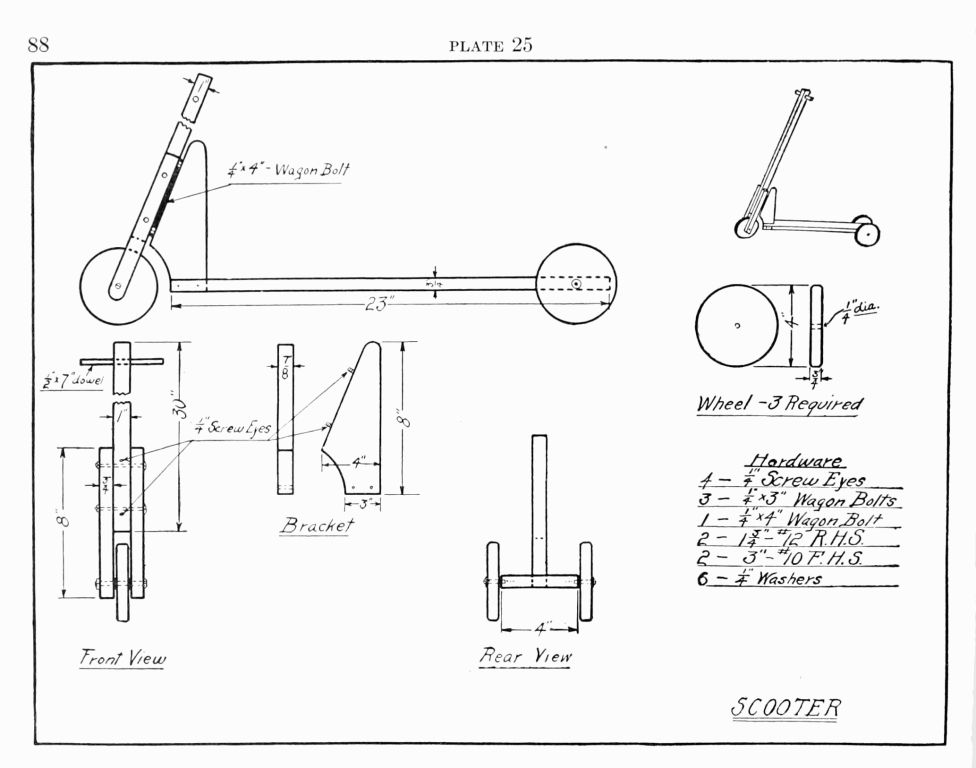
| " | 25. Scooter | 88 |
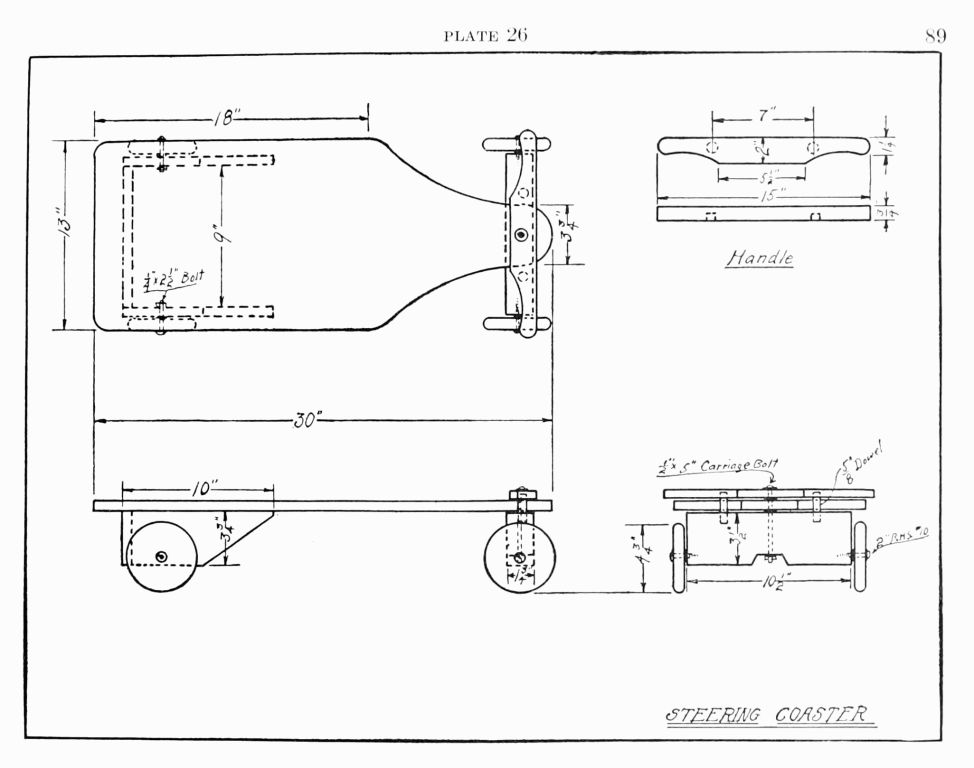
| " | 26. Steering Coaster | 89 |
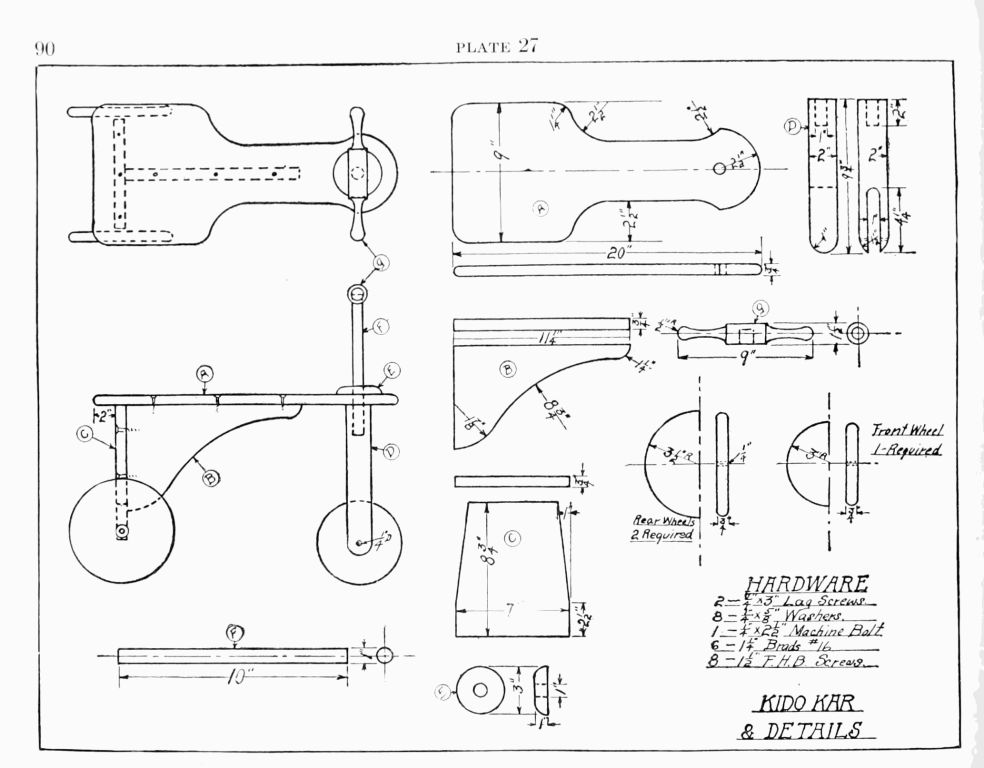
| " | 27. Kido Kar | 90 |
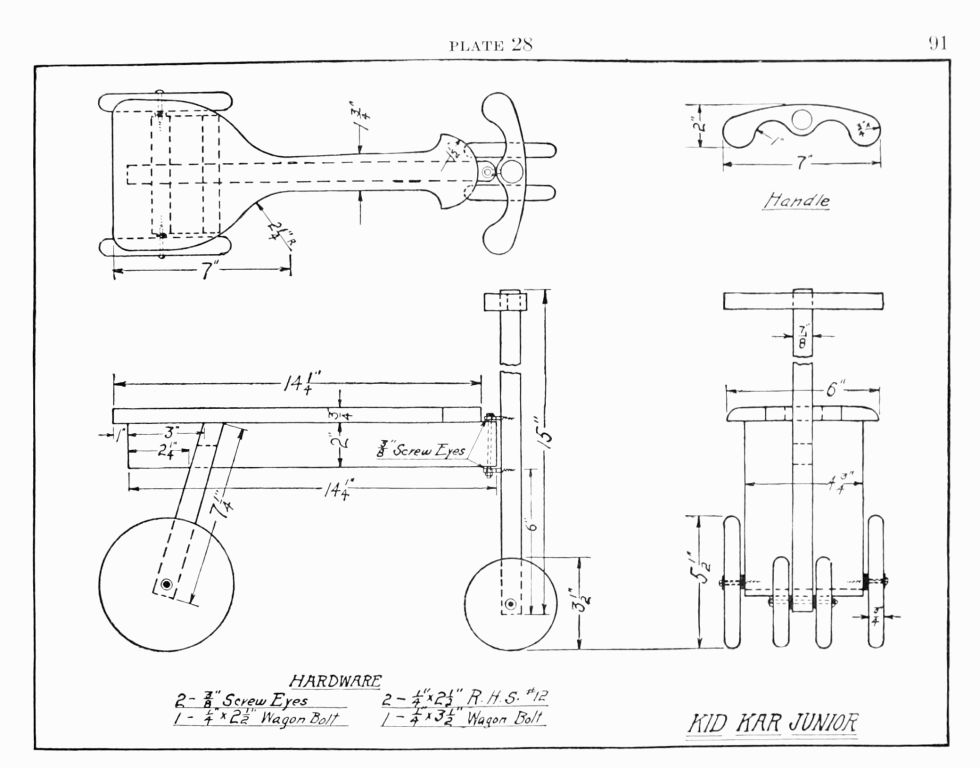
| " | 28. Kid Kar Junior | 91 |
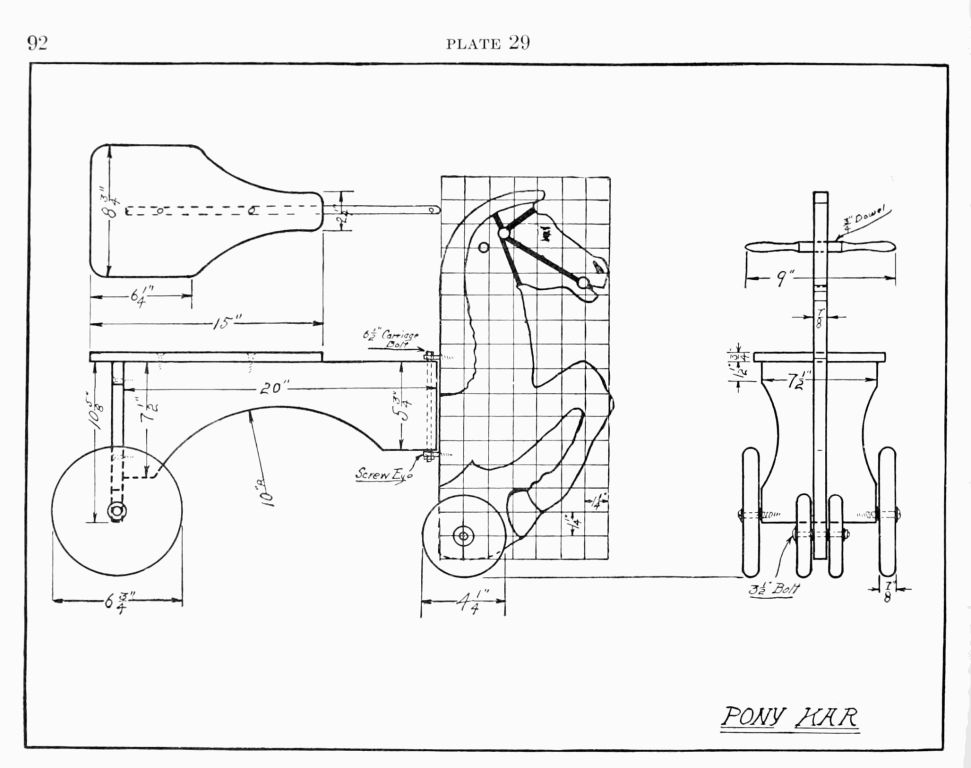
| " | 29. Pony Kar | 92 |
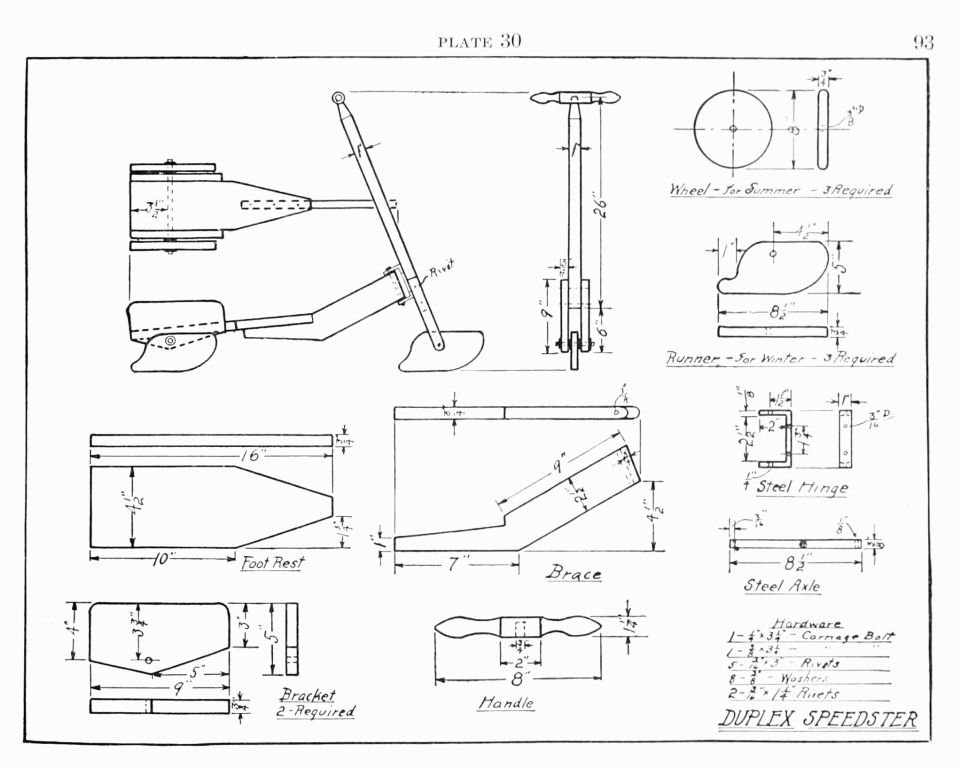
| " | 30. Duplex Speedster | 93 |
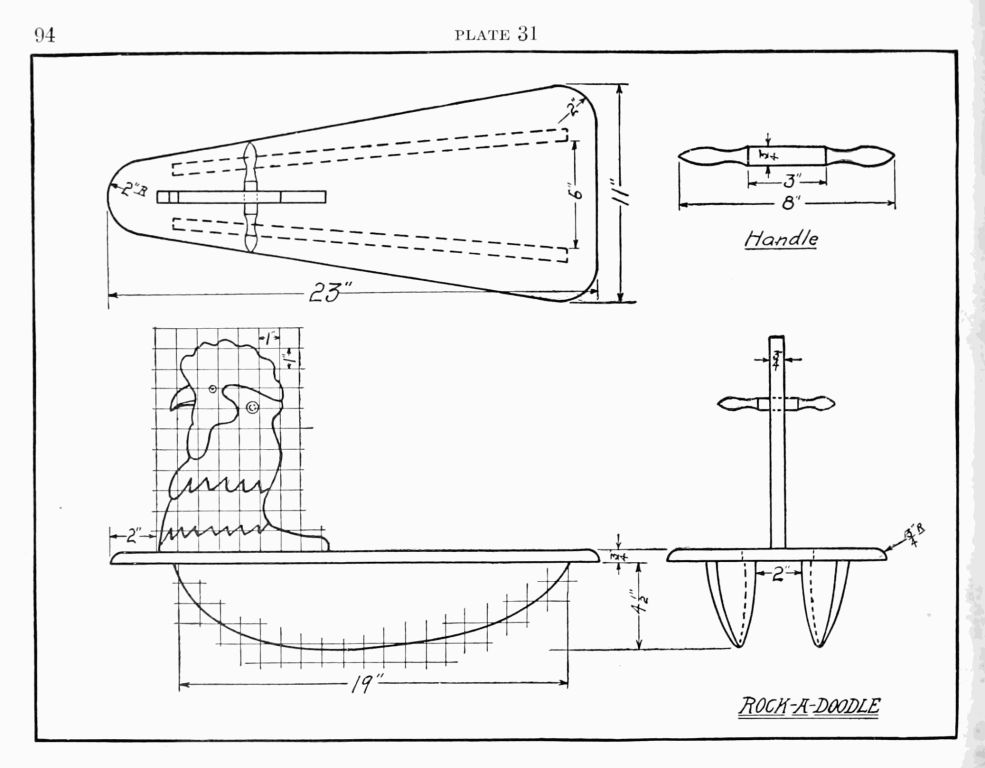
| " | 31. Rock-a-Doodle | 94 |
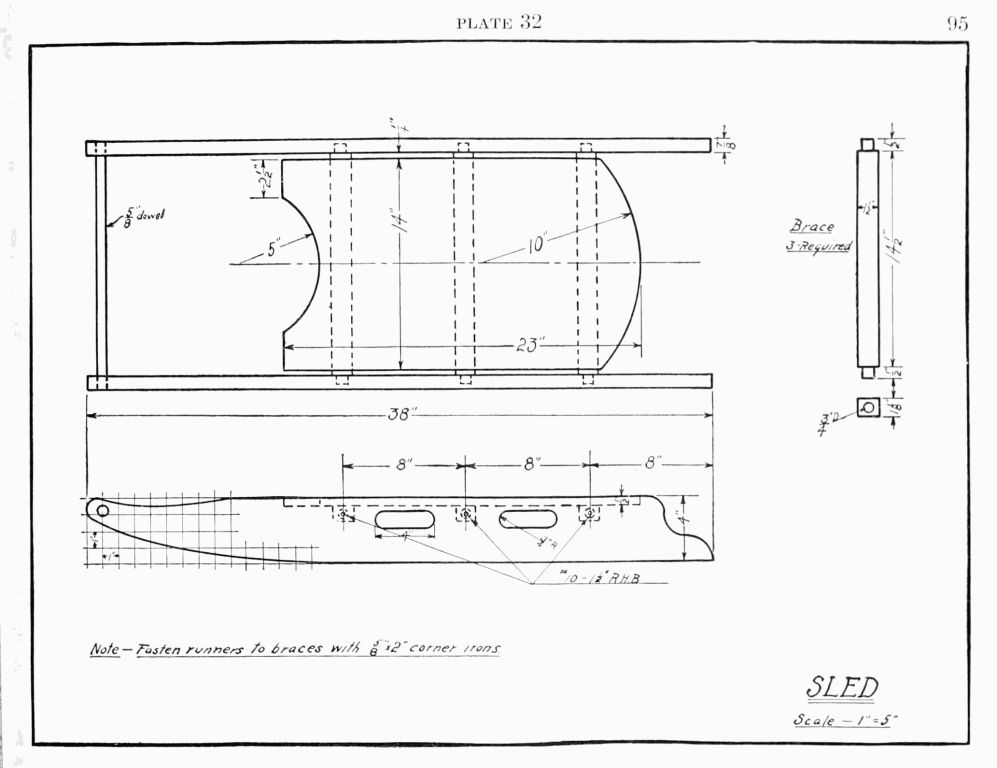
| " | 32. Sled | 95 |
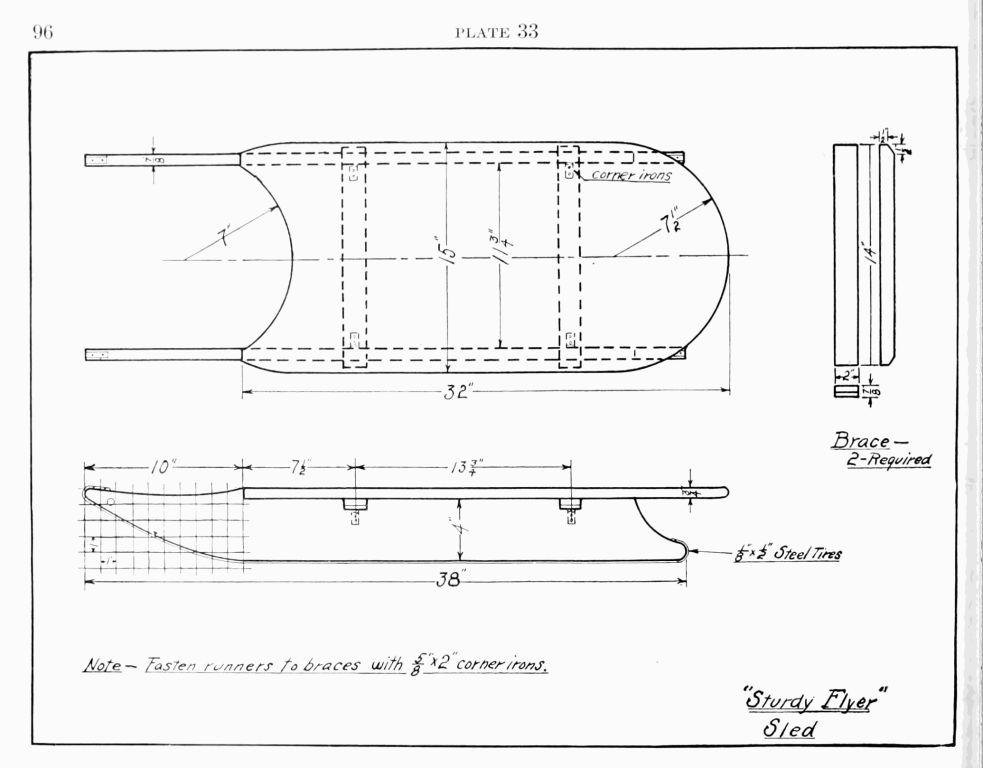
| " | 33. "Sturdy Flyer" Sled | 96 |
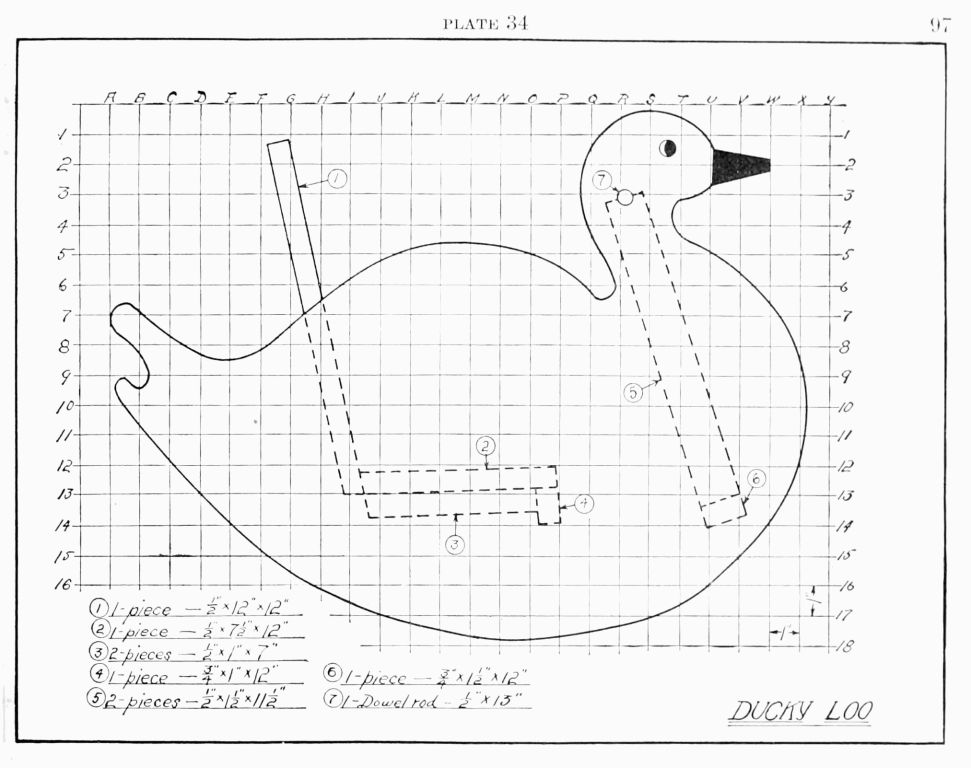
| " | 34. Ducky Loo | 97 |
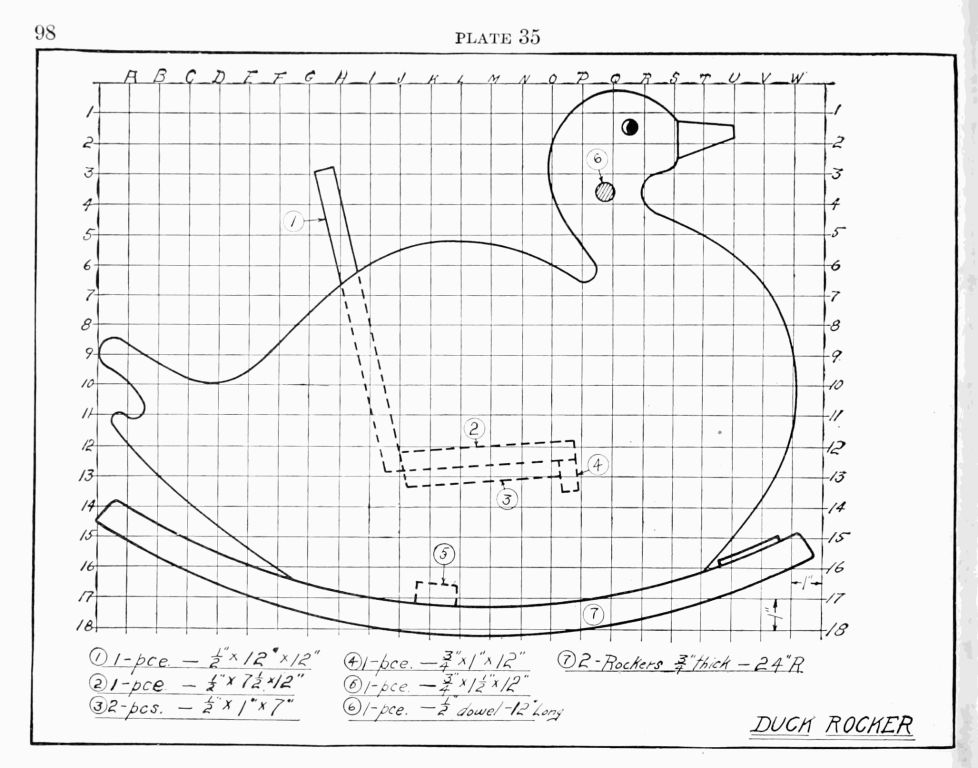
| " | 35. Duck Rocker | 98 |
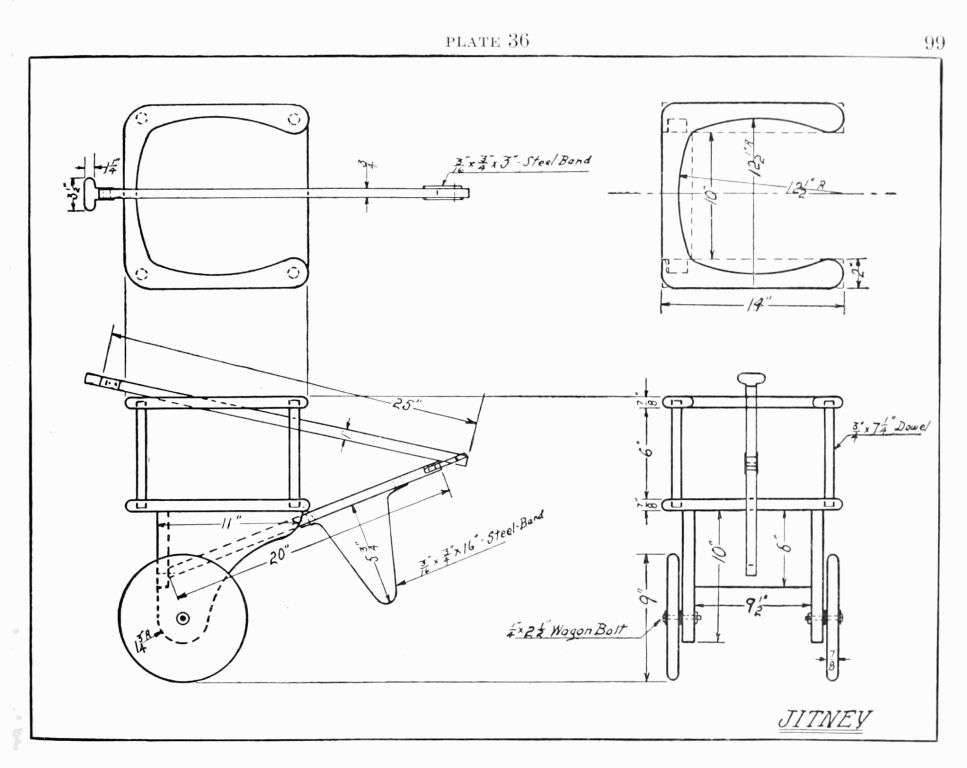
| " | 36. Jitney | 99 |
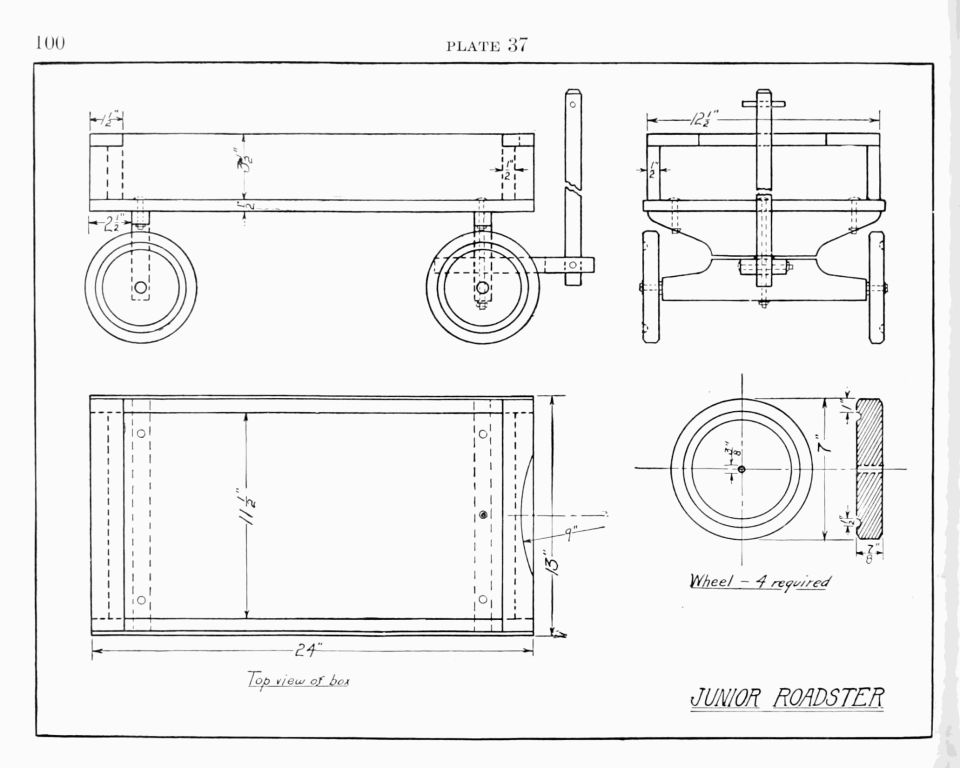
| " | 37. Junior Roadster | 100 |
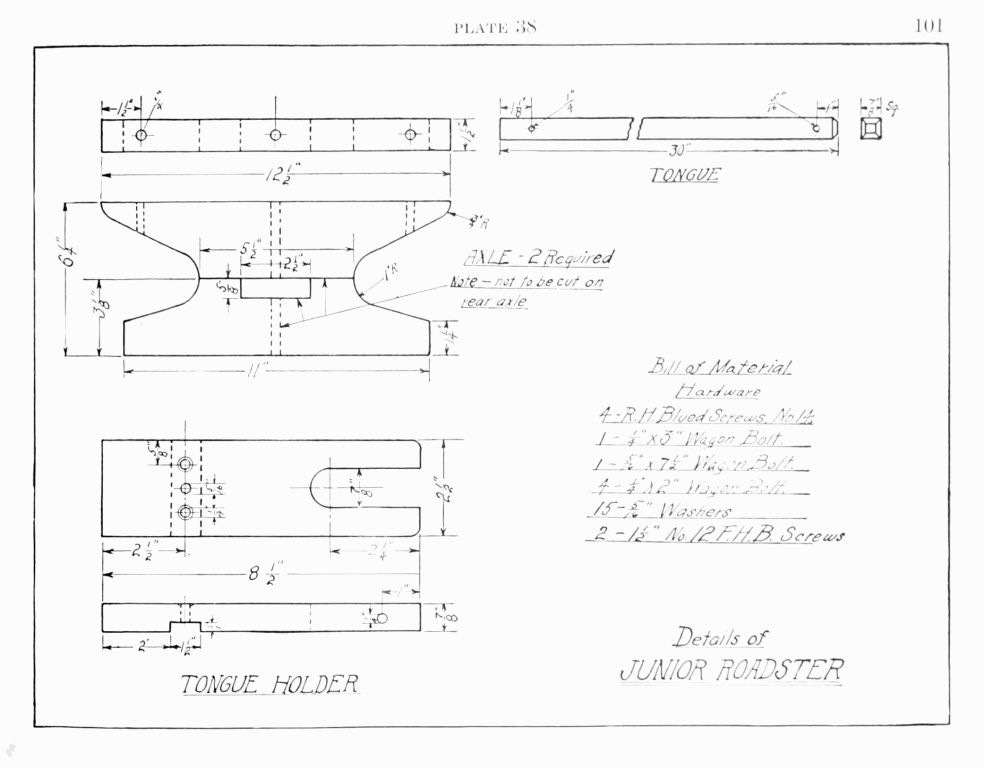
| " | 38. Details of Junior Roadster | 101 |
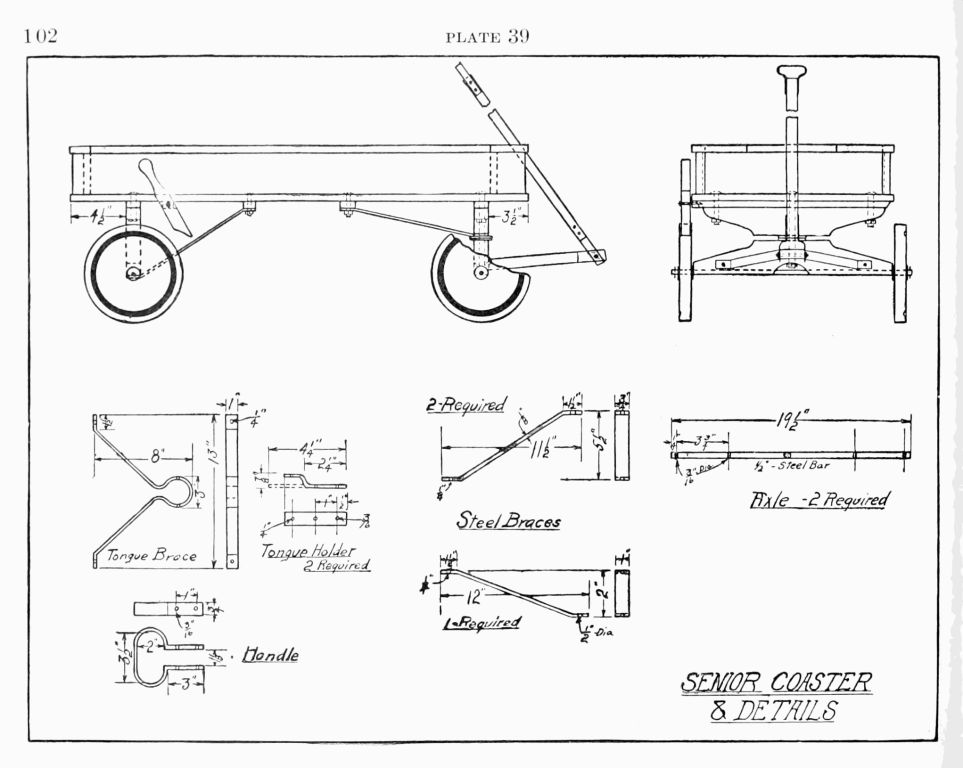
| " | 39. Senior Coaster | 102 |
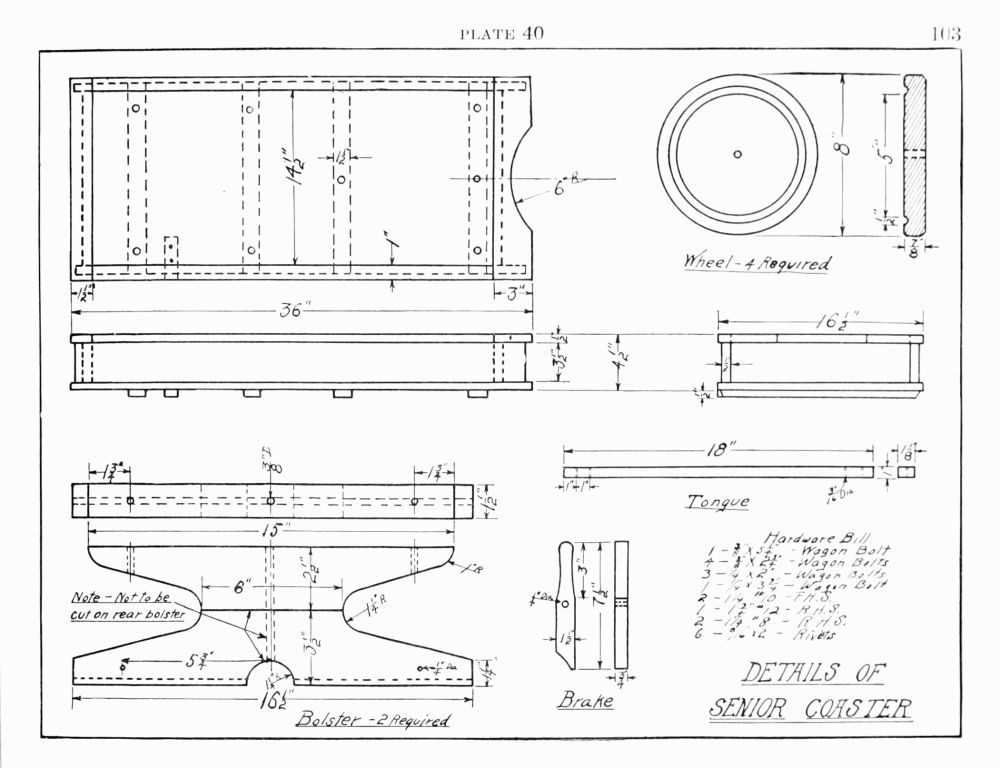
| " | 40. Details of Senior Coaster | 103 |
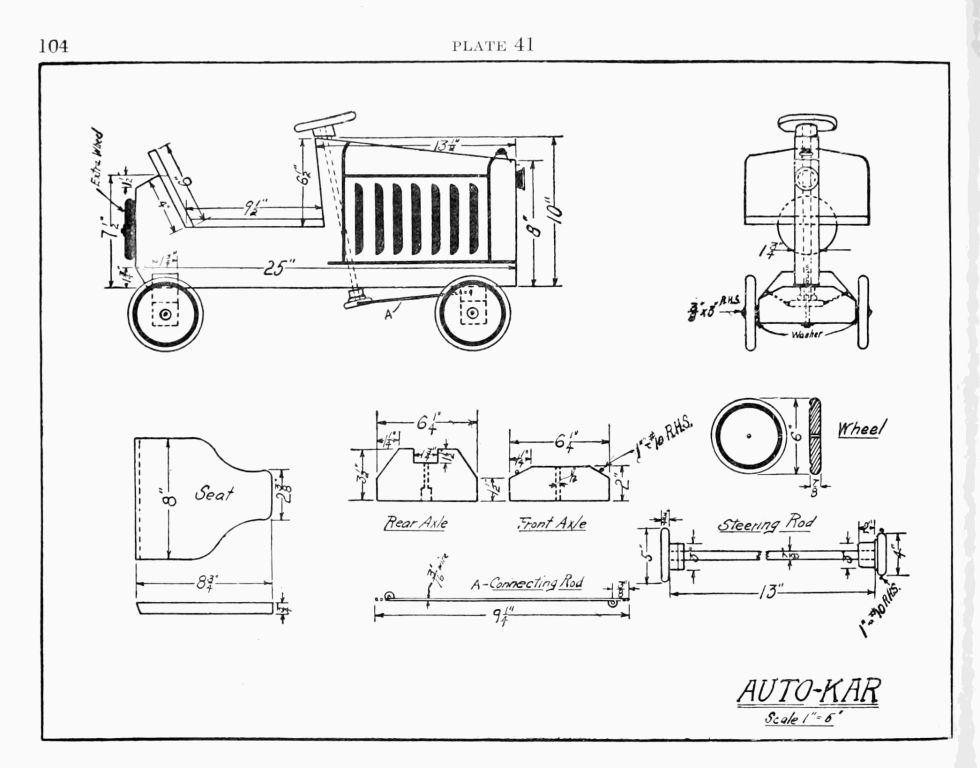
| " | 41. Auto-Kar | 104 |
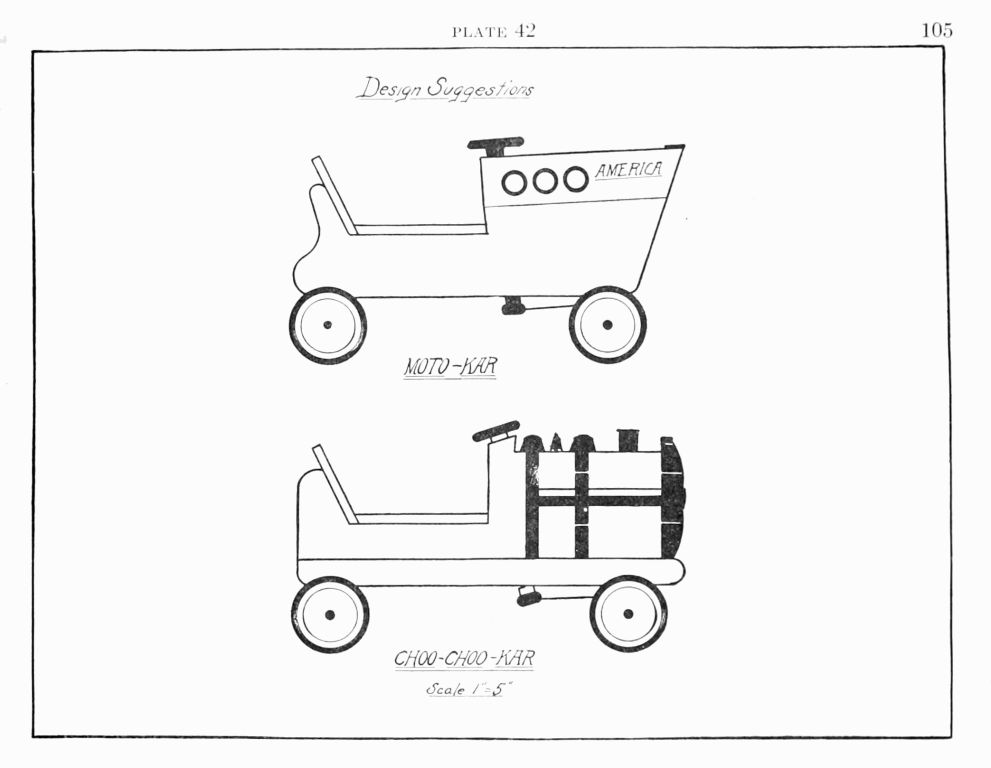
| " | 42. Choo-Choo-Kar | 105 |
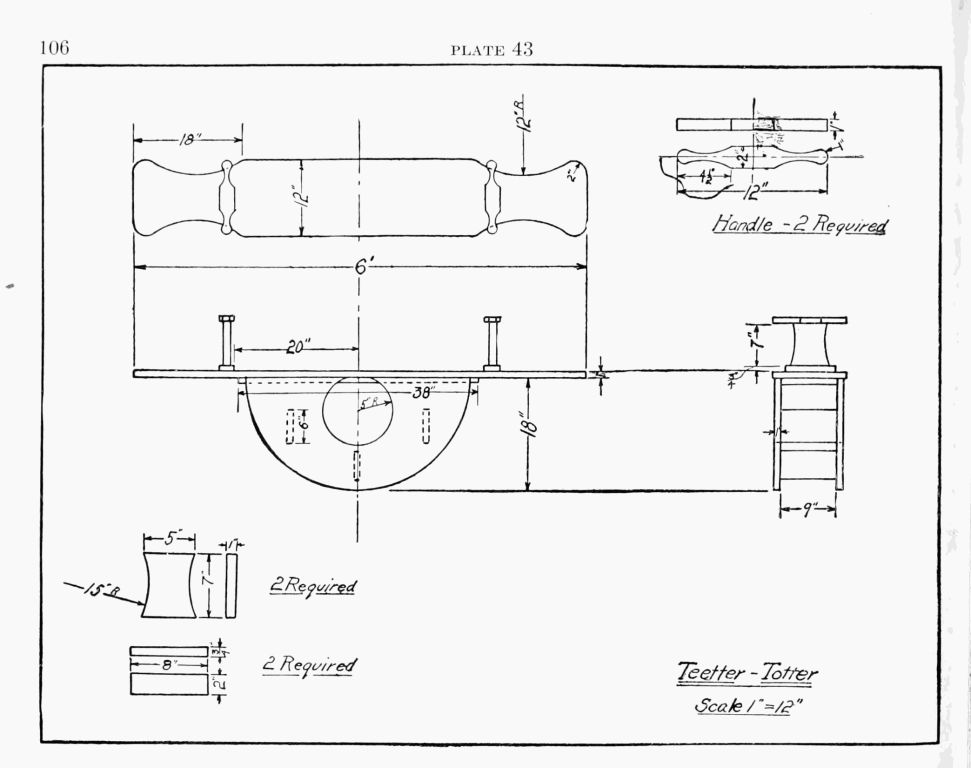
| " | 43. Teeter-Totter | 106 |
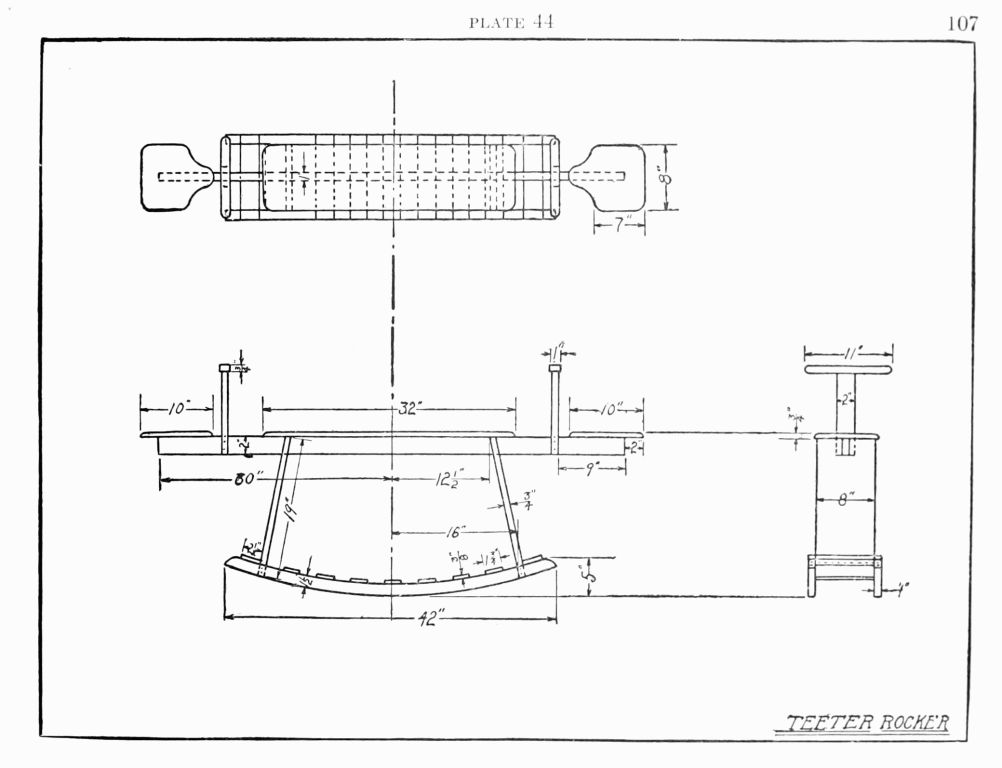
| " | 44. Teeter Rocker | 107 |
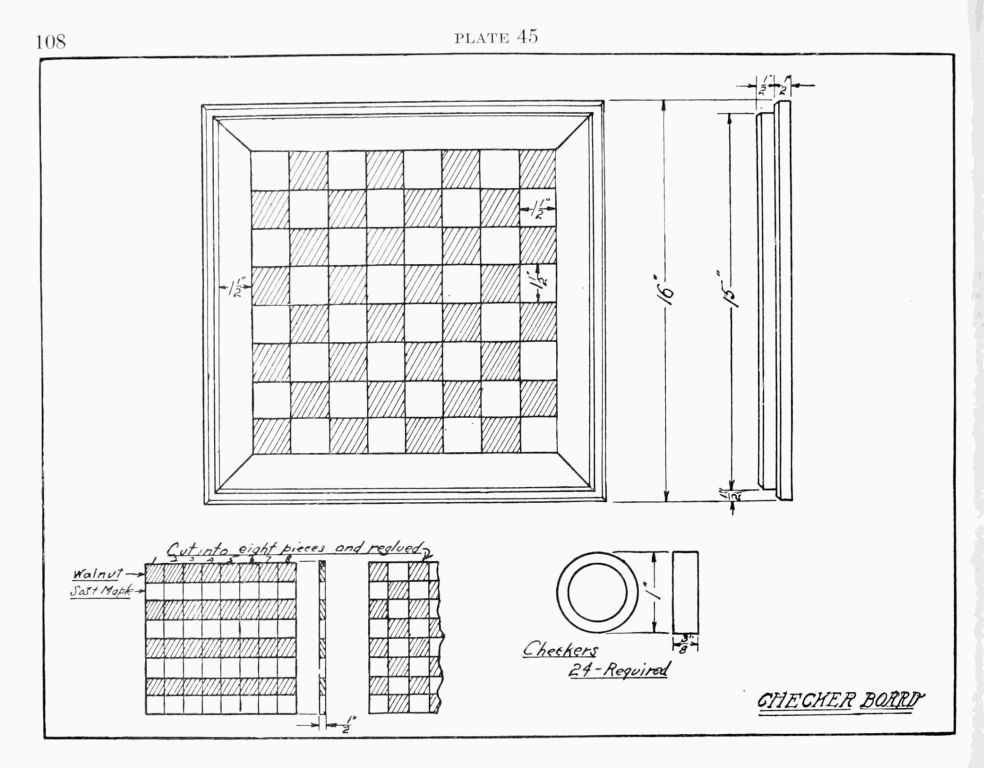
| " | 45. Checker Board | 108 |
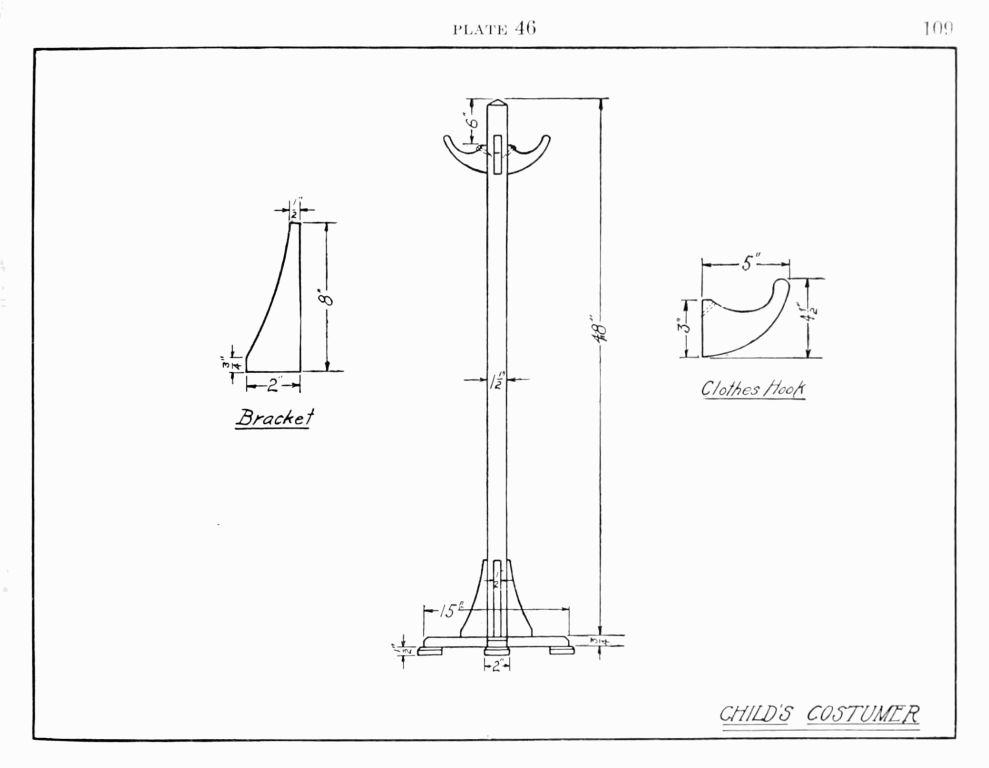
| " | 46. Child's Costumer | 109 |
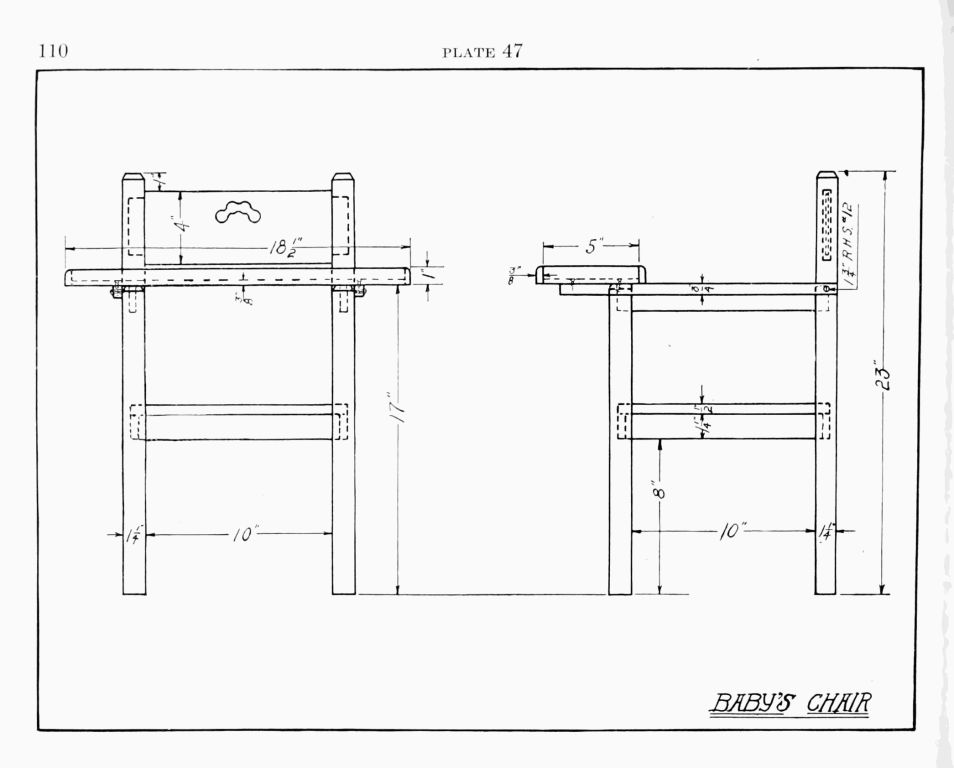
| " | 47. Baby's Chair | 110 |
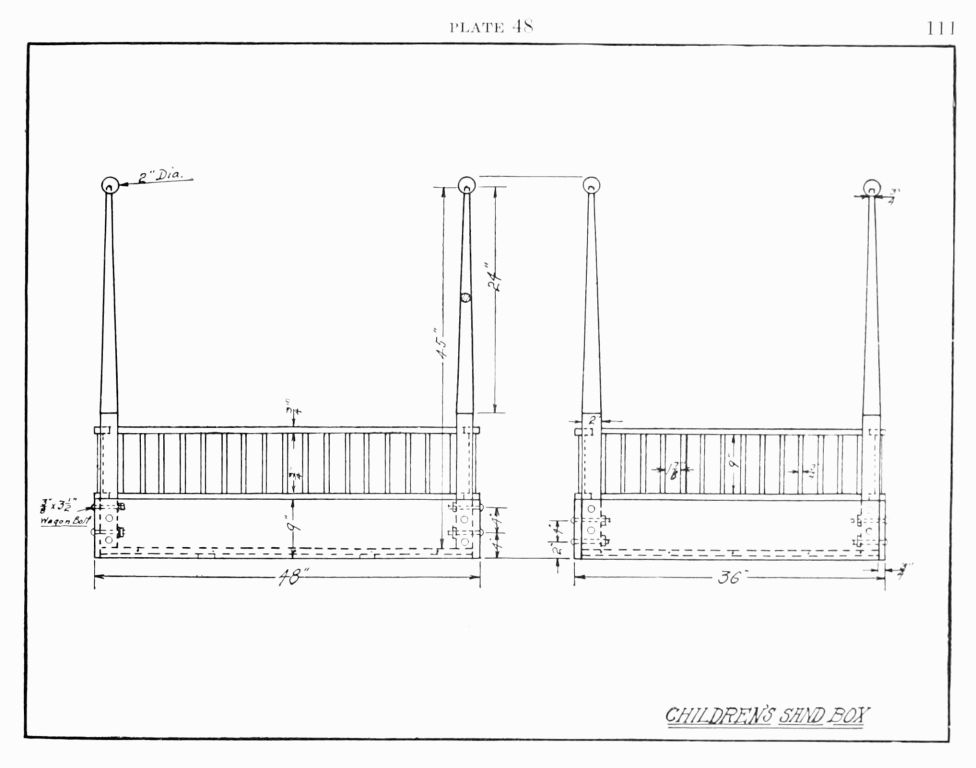
| " | 48. Children's Sand Box | 111 |
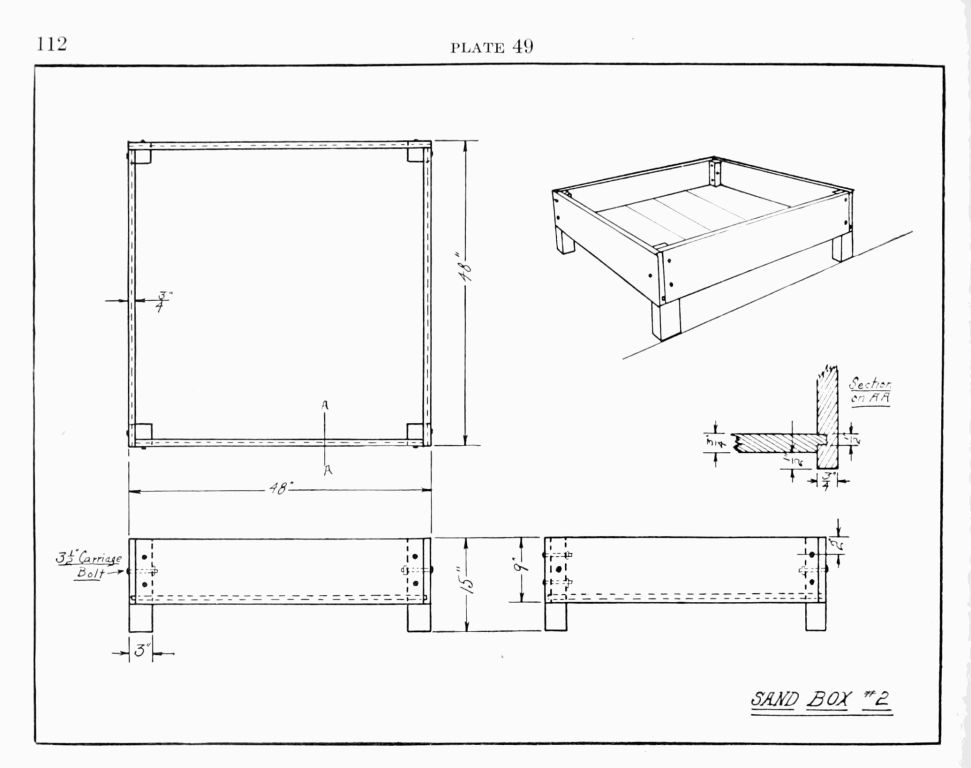
| " | 49. Sand Box No. 2 | 112 |
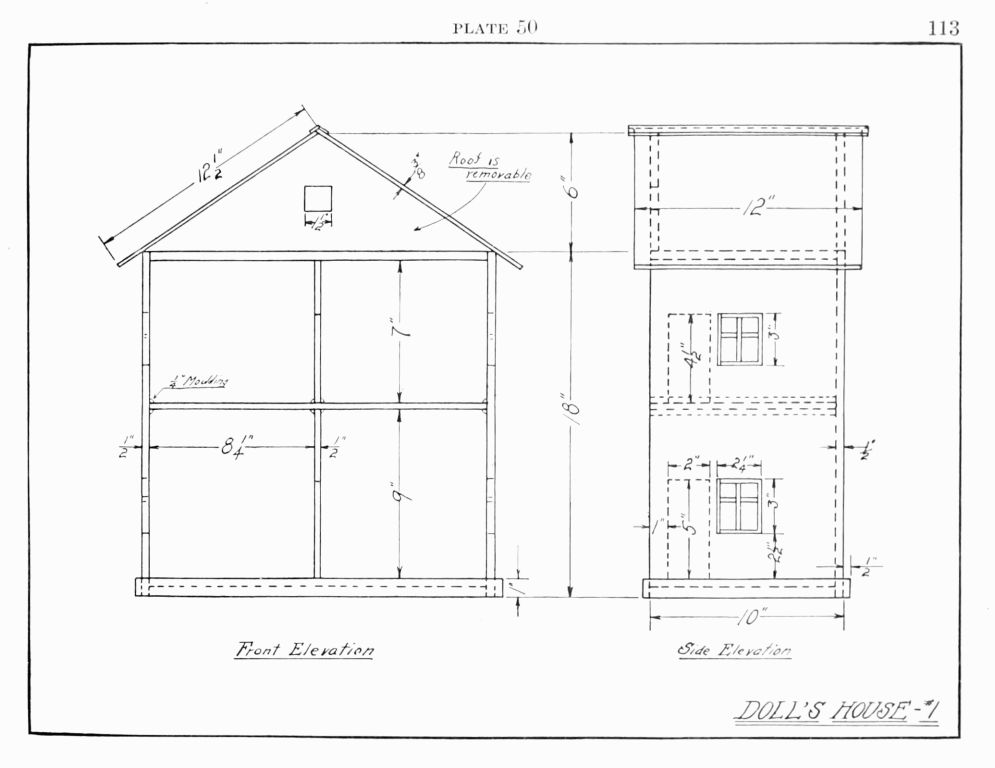
| " | 50. Doll's House No. 1 | 113 |
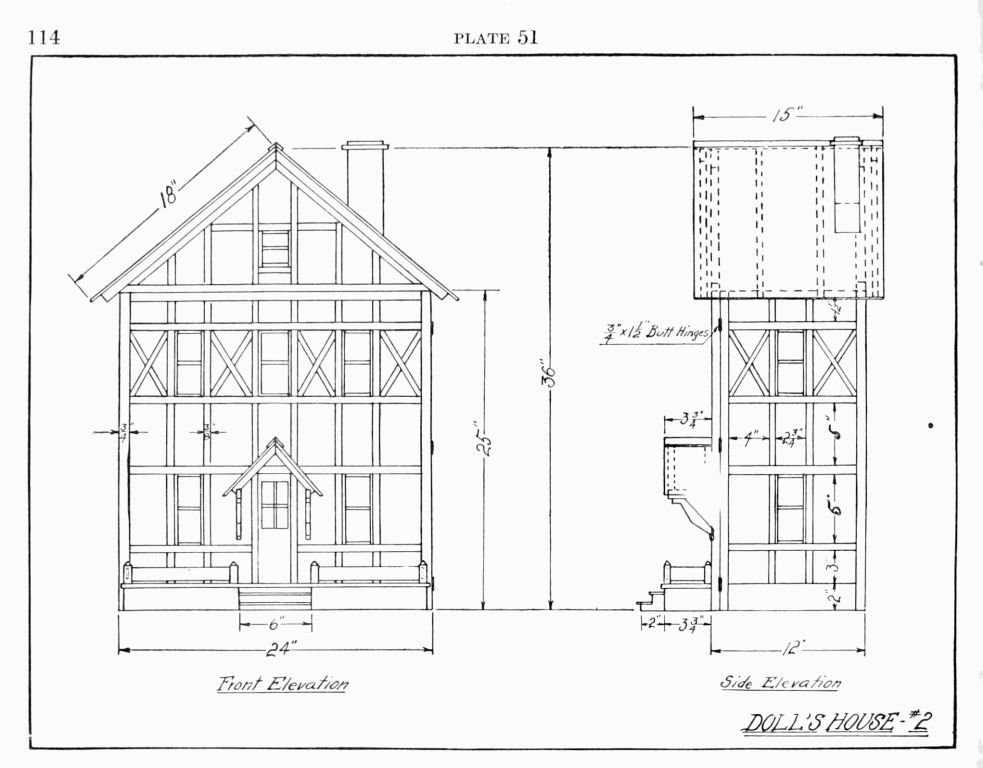
| " | 51. Doll's House No. 2 | 114 |
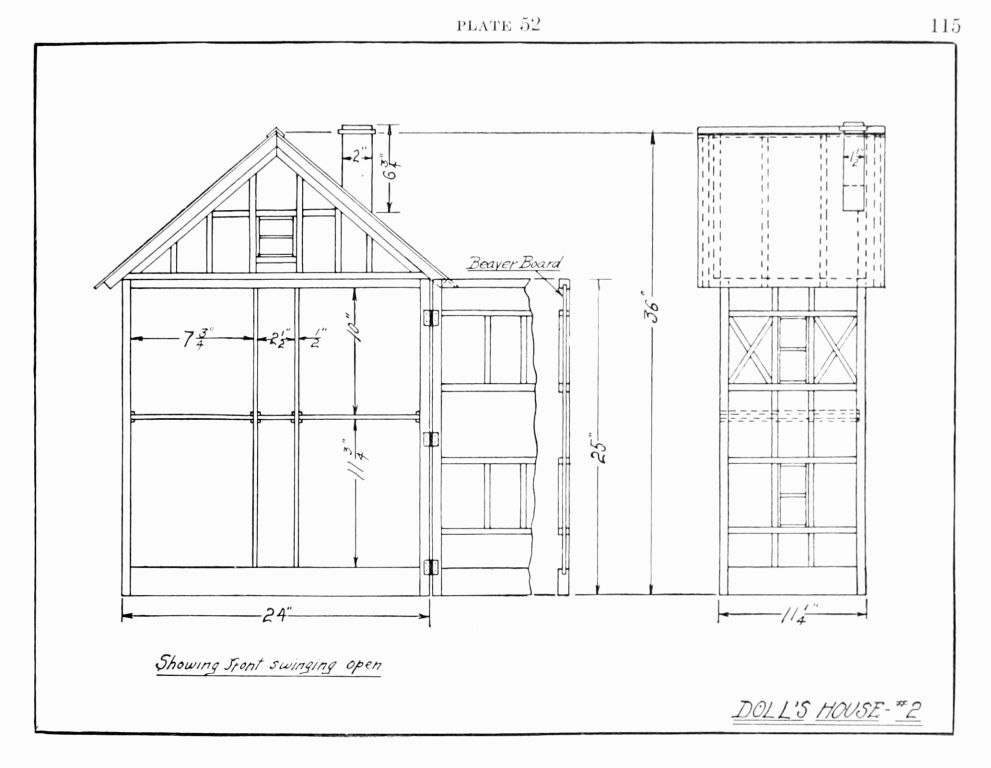
| " | 52. Doll's House No. 2 | 115 |
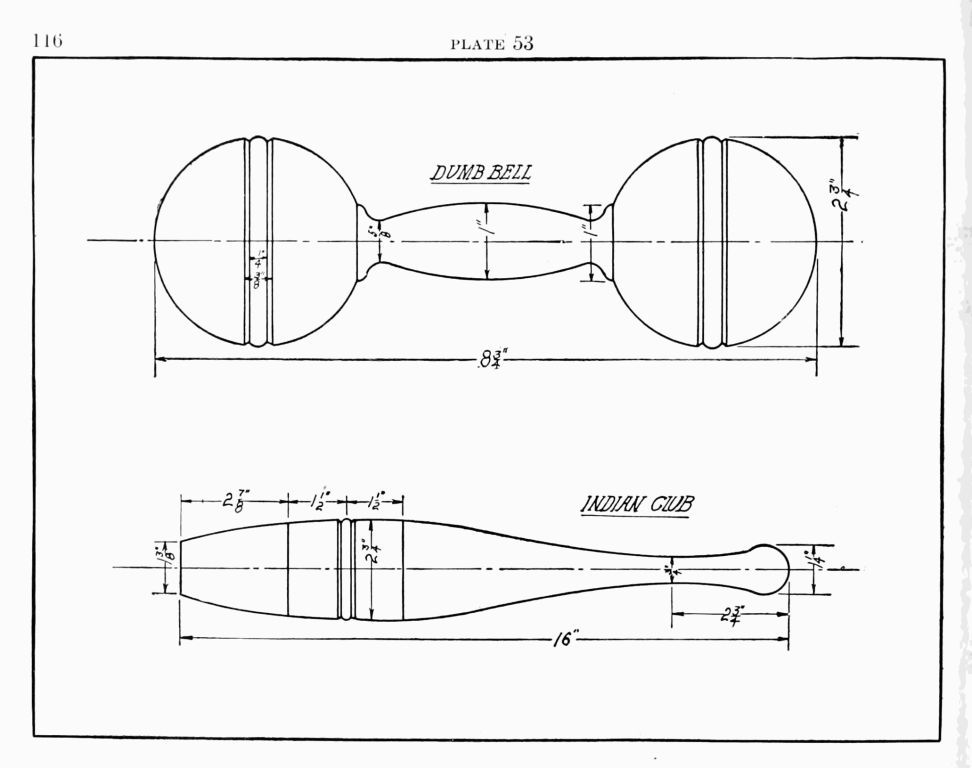
| " | 53. Dumb Bell & Indian Club | 116 |
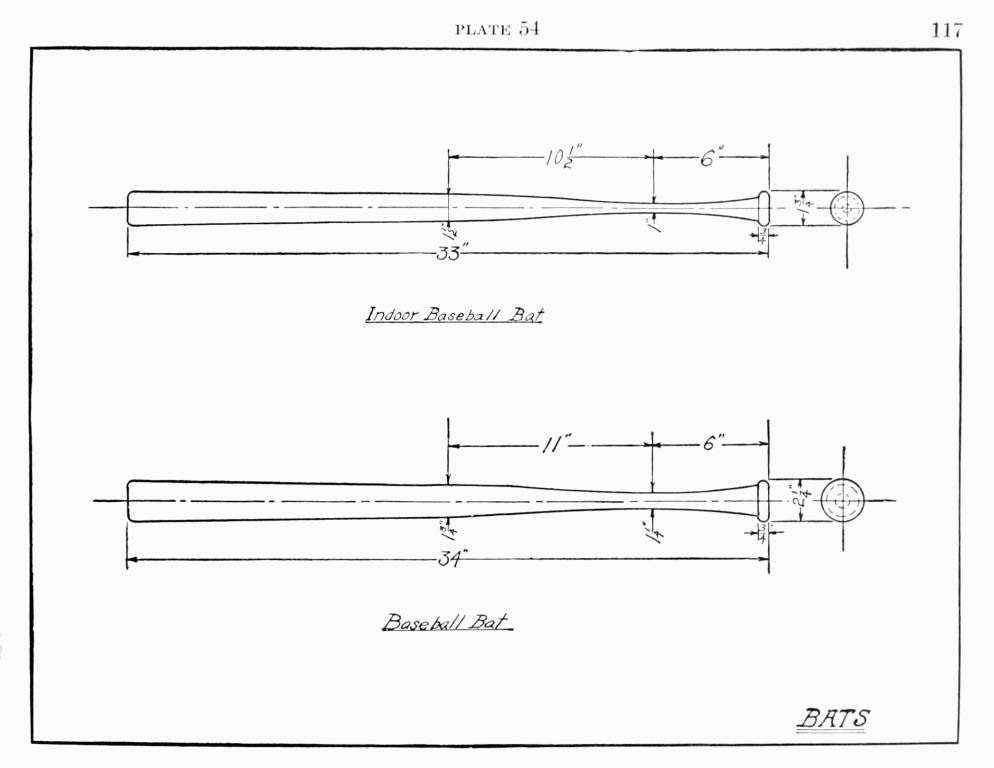
| " | 54. Bats | 117 |
Where the work is to be done on the so-called productive basis, it is of utmost importance that, before starting, the classes should be so organized as to allow the work to be carried on in the most efficient, progressive manner. The form of shop organization suggested in this book is recommended. However, the instructor may, particularly if he has had good practical shop experience, employ other methods of organization that are just as good and possibly even better for his particular class and the conditions under which he has to work.
It is also of great importance that the instructor should acquaint himself with the processes involved in the making of each toy before allowing the class to begin it. This may be accomplished by the making of a sample of the contemplated project, carefully analyzing its different parts and arranging the operations in a logical sequence. This phase of the work may be done during class discussions and demonstrations at which time the different jigs and fixtures needed for progressive production may also be developed.
The different methods of coloring toys have been suggested with the hope that the student will gain a realization of the importance of finishing, from both the artistic and the practical point of view. The application of paint by means of compressed air is the latest development in the coloring of toys, and an equipment in the school shop illustrating the principles of compressed air as applied to productive finishing of toys, is a step forward in making school shops function as they should.
The working drawings in this book should serve as suggestions. They have been so constructed as to be free from unnecessary technicalities, and to leave as much opportunity as possible for the exercise and development of the student's judgment.
It will be found that toy making offers itself readily to the desired co-operation and correlation with other departments in the school. For instance, the art department may aid with the designing and color scheme to be used on toys; the general metal shop may help in the making of necessary metal parts: the mechanical [Pg 8] drawing department can co-operate in the making of working drawings; the mathematics department can figure the costs of production, etc., etc.
It is hoped that the purpose of this book is not merely to set forth a few plans and drawings for the construction of toys, but to give the work the broadest possible application; creating a constructive influence on the minds of the students, in which case it will also act as a means of bringing into closer relationship their life outside of school with the work in school.[Pg 9]
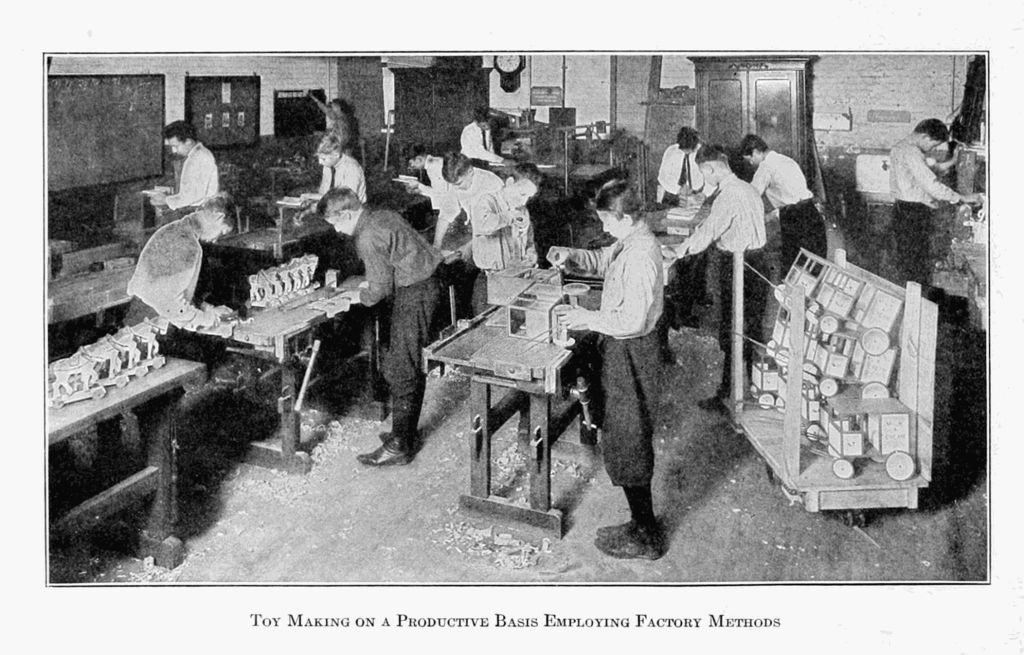
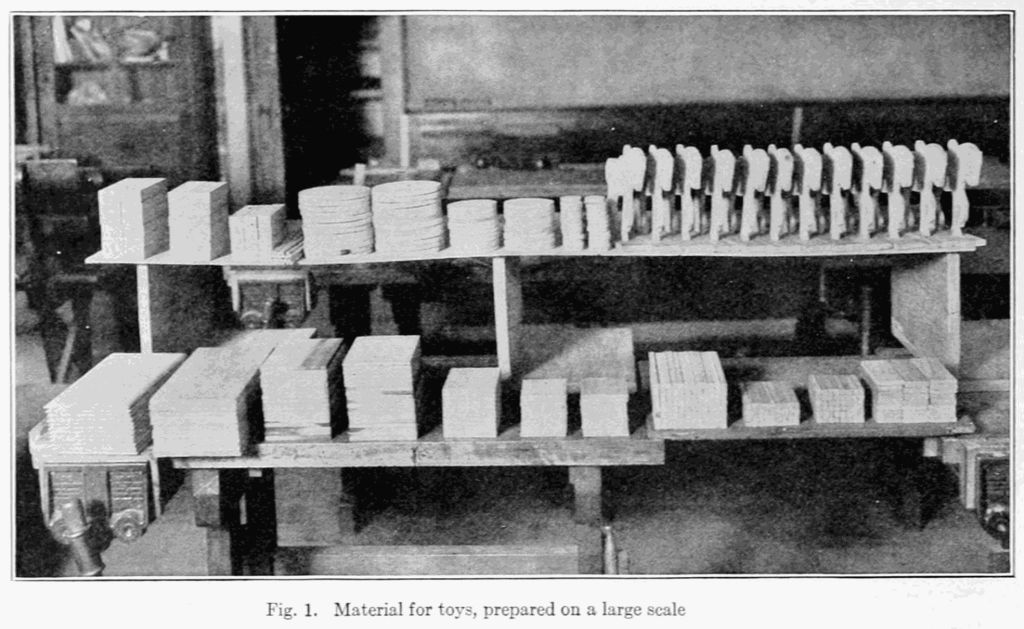
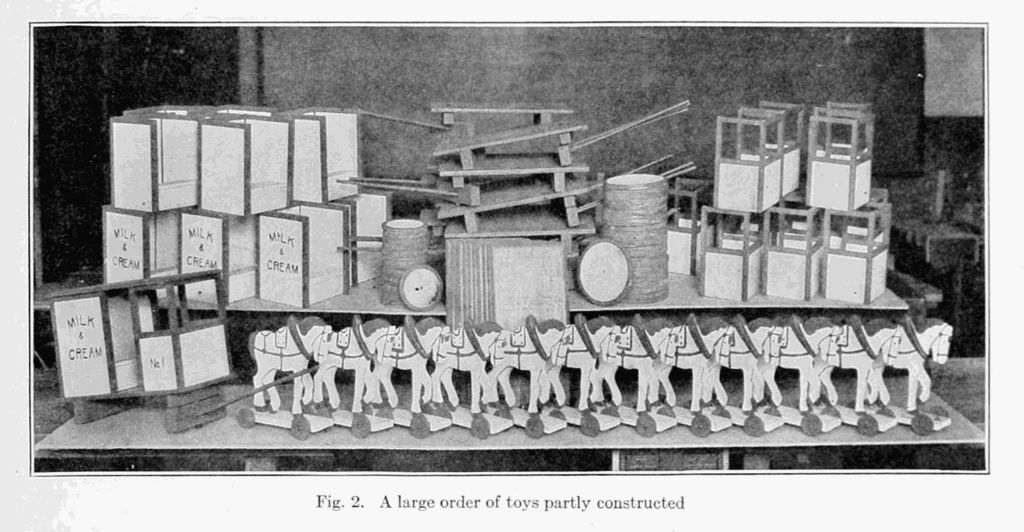
1. Suggested Plan for Shop Organization.—While it is entirely satisfactory to have any of the toys mentioned in this book made as individual projects, they are here offered as suitable group projects or production projects. Production work may be defined as work done by a class to turn out a number of similar projects that have a marketable value, with the aid of jigs, fixtures, and other means of duplication, illustrating the industrial or practical application to the tasks in hand, Figs. 1, 2, and 3. This does not mean, however, that the school shops be transformed into a factory in the full sense of the word. It should differ from a factory in that the education of the student is the major part of the product, while in the factory production is the foremost aim.
In doing work by the productive plan two important problems will present themselves at the outset; first, the time element; and second, industrial or practical application to the tasks in hand.
A brief explanation of the plan of organization in one of the author's classes will attempt to show how nearly these problems can be solved.
2. Grouping of Students.—Classes are divided into groups of between four and six boys, with a boy foreman appointed at the head of each group. The foreman is held responsible for the work turned out by his boys. He is to see that they understand just what is to be done and how it is to be done. All the group foremen are directly responsible to the general foreman who in turn is responsible to the instructor. The [Pg 12]general foreman is to act as an inspector of finished work after it has received the group foreman's O.K. He is also held responsible for the condition of the shop during his class hour. This includes looking after all material, the manner in which stock is put away after class, and adherence to all shop rules that have been adopted to help in the efficiency of shop procedure.
3. The Time Clerk and Tool-Room Clerk.—A "Time Clerk" is appointed to take charge of the time cards. He is also held responsible for all the clerical work that is to be done in the shop.
A Tool-Room Clerk is appointed to take charge of the shop tool room. He is to keep check of all tools given out and taken in. His spare time should be devoted to the care of tools.
If possible, each boy in the class should be given an opportunity to act in each capacity that has been created, so that he may get the most varied experience in shop procedure. This will necessitate the changing of boys from one[Pg 14] group to another; the changing of foremen, clerks, etc., at intervals which will of course be governed by the size of the class and the number of hours devoted to the work.
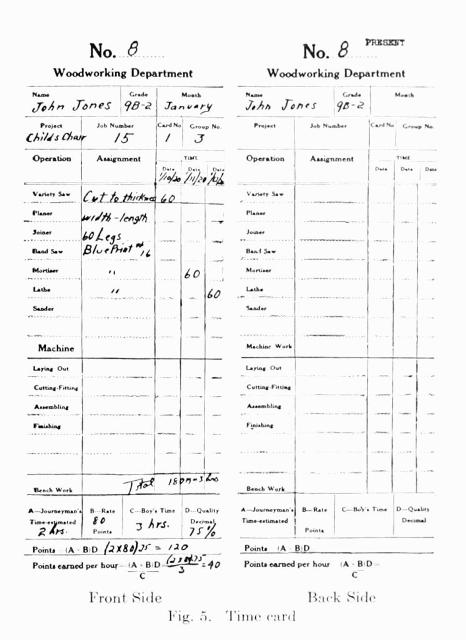
4. Recording Attendance.—Boys, upon entering the shop, register their presence at the Time-Card Rack, Fig. 4. This is done by turning the time card shown in Fig. 5, so that the back side, which has the word present printed at top, is exposed. The time clerk then inspects the cards and notes those that have not been turned, and records the absences. He then fills in the date and passes the cards out to the boys in the shop. Toward the latter part of the period, a few minutes time is given the boys to fill in the necessary data on the time card.[Pg 15]
The time cards are then collected by the time clerk and put into a box where the time cards of all the classes are kept. In the meantime the time clerk puts back into the time rack the cards of the incoming class. This duty is performed by the time clerks of all the classes, thereby necessitating the use of only one time card rack.
5. Time Cards.—Referring to the time card mentioned in Fig. 5 it will be seen that the workman's shop number is filled in at the top. Then under the heading of "Woodworking Department" are two horizontal rows of items which need very little explanation. Following are three columns headed "Operation," "Assignment," and "Time." Below the word "Operation" are set down the various operations undertaken in the woodworking department, with several vacant spaces provided where other and special operations can be filled in. It will also be noticed that "Operations" are divided into two kinds, machine work and bench work. The instructor's glance at the time card will tell him at once what phase of the work the boy has been employed in and will help him in apportioning the work so that the boy is offered a varied experience.[Pg 16]
6. Using Time Card.—For shops that are not equipped with the kind of machines marked on the illustrated card, it would be well to omit the names of machines in the "operation" column. The instructor may then fill in the operation whatever it may be.
Under the heading "Assignment" and against the operation which is to be undertaken by the student, the instructor writes in the name of the part to be made. This is the student's assignment and it should be read by him at the time he records his presence at the time-card rack upon entering the shop.
In making assignments, the instructor may find it rather difficult to keep up with large classes of boys. This difficulty may be overcome by making an assignment to an entire group instead of to each boy. For example, in a class of twenty-five that would probably be divided into five groups, the instructor may make the assignment to the foreman of each group and each foreman in turn can inform the boys of his group as to the nature of the assignment. The boys can then enter the assignment on their time cards at the end of the period when the time spent on the job at hand is also recorded.
The student's shop number, name, and grade should be filled in by the time clerk who can get out a number of cards for each student in advance and these are kept ready for use by the instructor. The instructor can then mark the project and the job number together with the student's assignment. At the same time he estimates the journeyman's time and rate and enters them in the space provided.
The time card in Fig. 5, is 3½ inches by 9 inches, made of three-ply bristol board. All worker's cards are printed on white colored bristol while those of the foremen are of blue colored bristol. This plan is for the instructor's convenience to be able to pick out the foremen's time cards at a glance.
In the triple column under the heading "TIME" is provided room for the date and spaces in which the student can write the time in minutes spent on the various operations on that date. The triple columns on each side of the card allow of the cards being used for six days. If a job lasts longer than six days another card should be used marking them No. 1 and[Pg 17] No. 2, respectively, in the space marked "Card No." Both cards should be fastened and kept together.
Effort should always be made to have all the assignments short (less than six days) so that the student's record may be computed at the end of each week by the time clerk.
7. Grading Students.—The next four spaces contain in condensed form, the information itemized in other parts of the card. This, together with other information set down by the instructor, is the vital material sought for.
The item A "Journeyman's Time" is very easily recorded by the instructor. It is arrived at in the same way as in making out the estimate for any piece of work and can be recorded almost at once. The main purpose here is to set for the student a standard of time on which to work.
The item B is the rate in points per hour, based on the journeyman's time.
The item C is the total of the student's time added together from the various spaces under "Time."
Item D "Quality Decimal" is the quality of the student's job expressed in the form of a[Pg 18] decimal, with 100% as the maximum. This mark should be filled in by the instructor when the student completes his job.
The next item, the number of points the student earns is found by the formula Points = (A×B)D
| Points earned per hour = | (A×B)D C |
For example, a student receives an assignment to cut to thickness, width, and length, sixty chair legs. The size of the legs he is to get from the job blueprint. He spends 60 minutes a day, for three days, making a total of 180 minutes or 3 hours. The time it would take a journeyman to do the same job is estimated at 2 hours. The rate adopted is at 80 points per hour; the journeyman therefore earns A×B = 2×80 = 160 Points. The quality of the student's job is graded by the instructor as 75%. The number of points the student earns is found by the formula Points = (A×B)D = (2×80).75 = 120 Points. To find the number of points the student earns per hour, divide 120 points by the number of hours it took the student to complete the job, which equals 120 ÷ 3 = 40, the number of points the student earns per hour. However, if the student would be graded 100%, he would earn the same number of points as the journeyman. But of course, he would have done it in three hours where the journeyman has earned[Pg 19] the same number of points in two hours. It will readily be seen that this scheme offers the student an everlasting incentive to equal the journeyman's record.
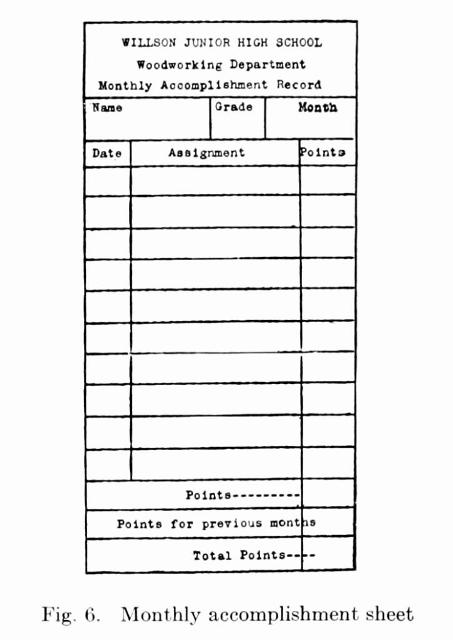
Having obtained the points on the time card or assignment card as it may be called, these are then transferred to a monthly accomplishment sheet as shown in Fig. 6, which is provided for all the students in all classes.
The total number of points for each boy, group, and class can then be easily obtained. These totals can be put up in poster form and hung on the shop's bulletin board, showing the standing of each boy, group, and class. It is surprising the amount of interest and competition that can be aroused; everyone working for the highest honors, unconsciously, with a competitive spirit that will bring out considerable thought and effort to the matter of handling material for maximum production.
8. Preliminary Discussion and Preparation for Shopwork.—Of course, no time card or assignment-record scheme can hope entirely to eliminate the necessary preliminary discussions and preparation. The author has found it of material help to meet the foremen of all the classes at hours other than their regular class hour and discuss such topics as "Securing Cooperation," "Instructing Workers," "Maintaining Cleanliness and Order," "Records and Reports," "Inspecting Work," "Routing Material Thru Shop," "Care of Stock," etc.
Details regarding construction and assembling should be worked out by the instructor beforehand, and also developed with the class as the work progresses. Care should be taken that plans are carefully made regarding the storage of stock and unfinished parts.
The old saying, "An ounce of prevention is worth a pound of cure," is an old one, but a good one.
9. Bazaars, Toy Sales, Etc.—The plan of selling toys, that are made in the school shop, to the boys and girls of the school is a plausible one. It can very easily be accomplished in the form of bazaars, exhibitions, or school toy sales.
The writer has had a number of samples of different toys made and put on exhibition, and orders taken, requiring a deposit on each order. These were then turned in to the shop department and the toys made on the productive plan.[Pg 20]
The boys in the shop would receive school checks, Fig. 7, for the total number of points that they earned for the semester. These checks could then be used by them towards the purchasing of any of the toys that were put on sale; a certain number of points required for the purchase of different toys.
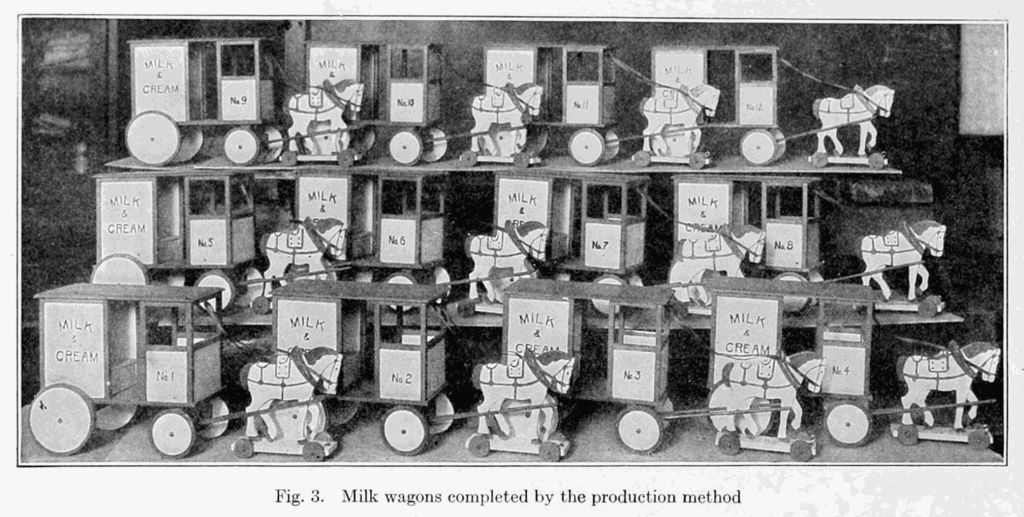
This plan was made possible by adding on to the number of orders received an additional number equal to the number of boys in the shop. For example, twenty-four orders for toy milk wagons were received by a class of twenty-four boys. Then instead of making twenty-four toy milk wagons we doubled the number and made forty-eight of them. The price that was figured on for the twenty-four orders would more than cover the cost of material for the other twenty-four articles that the boys would be able to buy with their earned checks.
10. Sanitation Emphasized.—All application of color to toys should carry with it a realization that toys are meant primarily for children and that all paints should therefore be free from poisonous compounds.
All paints used should be of good quality so that it will not come off easily to discolor the hands or tongues of children who cannot resist the temptation of sticking everything possible into their mouths.
11. Preparation of Surfaces.—Wooden toys may be finished quite bright and in various colors.
Before applying the color it is absolutely necessary that every part of the toy has been thoroly sanded. Where sanding is done by machine, care should be taken not to sand the wood too much. Many difficulties may arise from too much as well as from too little sanding. In hand sanding, the use of a block 2½" × 3½", to which is glued a piece of cork, is recommended.
12. Application of Water Colors.—Toys may be colored by the use of different materials and by various methods. Kalsomine colors, opaque water colors, variously known as show card colors, liquid tempera, and letterine,—all come under the heading of water colors. All but the kalsomine may be obtained in small jars and ready for use. Kalsomine colors come in powder form in various colors and may easily be prepared by mixing with water and a little glue to bind the parts together. They are much cheaper than the ordinary forms of transparent and opaque water colors. They may be applied with the ordinary water color brushes.
After a coat of water color has been applied to the toy, it may be necessary to remove the rough parts with very fine sand paper. Care should be taken not to "cut thru" when sanding.
To preserve and protect the water color on the toy a coat of white shellac may be applied. If a more durable finish is desired a coat of good clear varnish over the shellac will serve the purpose.[Pg 22]
13. Analine Water Stains.—For general finishing of toys analine water stains will produce excellent results. They are known for their ability to penetrate the wood deeply and the ease with which any shade can be produced. Water stain raises the grain of the wood more than any other. This makes it necessary to sandpaper down the raised grain until smooth and then proceed with the shellacking and varnishing until the desired results are obtained.
In preparing analine water stains, only analines that are soluble in water are used. Place an ounce of the analine to a quart of hot or boiling water, pouring the water over the dye-stuff and stirring meanwhile with a wooden paddle or stick. Soft water is the best. In about an hour the dye may be filtered thru a piece of fine woven cloth. As metal is apt to discolor the dye, it is better to use a glass container. If the prepared solution is too strong it may be diluted in more water. Use hot water for diluting the stain.
The work with water stain must be done quickly in order to obtain a uniform coloring on the surface. Water stains are used a great deal where the dipping process is employed in the finishing of toys. A hot dipping stain is preferable to a cold dipping stain, first, because it penetrates more readily and second, because it dries quicker.
14. Formulas for Analine Water Stains.—(Stock Solutions).
Red: Rose benzol five parts, water ten parts.
Rose Red: Dissolve 3 oz. Rose Bengal in 5 pints of water.
Blue: (a) Dissolve 1 oz. of the best indigo carmine in 8 oz. of water. (b) Prussian blue dissolved in water.
Dark Blue: Dissolve 3 oz. Bengal blue in 3½ pints of boiling water, and stir and filter the fluid in ten minutes time.
Green: Mix Prussian blue and raw sienna in such proportions as will give the desired color. Mix in water.
Brown: Dissolve 3 oz. of Bismark brown in ½ gal. of water.
Yellow: Auramine 4 parts, sulphate of soda 10 parts, mixed in water.
Black: Nigrosine black, four ounces, dissolved in one gallon of boiling water.
When wanted for use, these analines may be[Pg 23] diluted with water. The rule is, an ounce of analine to the gallon of water to form a working stain. Or to a pint of the stock solution, as it is called, you may add three pints of water.
15. Oil Stains.—It will be found that quicker work can be done with oil stain than with water colors. For that reason, oil stains are also used a great deal as a dipping stain. In preparing oil stains, the best mineral or earth pigments to dissolve with turpentine are Van Dyke brown, chrome green, burnt and raw sienna, and lamp black.
16. Shellacking.—There are two kinds of shellac, orange and white. The white shellac is orange shellac that has been bleached. The purpose of shellac as commonly understood is to give a quick coat over the stain. The thin coat formed serves as a protector for the stain and also as an undercoater for the following coat of varnish. In this way at least one coat of varnish is eliminated and a great deal of time saved because the shellac dries within a few minutes. To thin shellac use denatured alcohol.
On cheaper toys a coat of shellac only may be used as a covering for the color stain. If orange shellac is used it will be found that it effects the color of the stain used. White shellac also produces a slight change in color and for this reason many working with toys will use a good clear varnish instead.
17. Varnishing.—Two or three coats of varnish will produce a very durable finish. The first coat of varnish ought not be quite as heavy as the succeeding coats. If the varnish is of extra heavy body it should be reduced slightly for the first coat. The best varnish reducer is thin varnish. To prepare this reducer, take one part varnish (the same varnish to be reduced), and two parts of turpentine. Shake these together well and let stand twenty-four hours before using. This will reduce the consistency of the varnish without tearing down the body as pure turpentine would. The first coat of varnish should be allowed to dry thoroly before the second coat is applied.
Oil varnishes made from good hard gums, pure linseed oil, and turpentine, are the most valuable. In using turpentine to thin varnish care should be taken that adulterated turpentine is not used. To play the game safe it is advisable to use a little benzine, for it will not injure the varnish, but will evaporate entirely,[Pg 24] and not flatten the varnish as turpentine does.
18. Points on Varnishing.—(1) The less varnish is worked under the brush the better its luster. (2) Use clean brush and pot, and clean varnish. See that the surface is clean before beginning to varnish. (3) Allow a coat of varnish plenty of time for drying until it becomes hard.
19. Colored Varnish.—Colored varnish is that in which a proportion of varnish is added to the pigment and thinned. The base is usually an earth color such as ochre, sienna, venitian red, Van Dyke brown, umber, lamp black, etc.
With this the work can be done in one coat. This method of finishing is usually employed on the cheaper class of toys where it isn't advisable to apply an expensive finish.
20. Another Suggestion for Finishing.—Tint a gallon of benzine or gasoline with chrome green, chrome yellow, and vermilion, ground in Japan until the desired shade is obtained. This formulae is especially good for dipping purposes.
21. Use of Paint.—Although paint can be bought ready prepared and in any color, as has been stated, it is advisable to have the students mix their own colors and choose their own color scheme.
22. Ingredients of good Paint.—The best paints are usually made by mixing together white lead, linseed oil, pigment of the desired color (colors ground in oil), and a drier.
While white lead is sufficient as the pigment for white paint, a better result is obtained by mixing zinc oxide with the white lead. These two substances have the convenient property of balancing each other's disadvantages. For instance, zinc oxide has a tendency to crack and to peal, which is overcome by the tougher coating formed by the white lead. Again, when white lead is exposed to light and weathering, it becomes chalky, which fault is remedied by the property possessed by zinc oxide, of remaining hard.
The linseed oil used is obtained from flaxseed by pressing the thoroly ground seed. About twenty-three gallons of oil can be obtained from one bushel of the seed. By boiling the oil with lead oxide or manganese oxide it can take more oxygen from the air, and thereby its drying powers are increased.
Driers are substances that absorb oxygen[Pg 25] from the air and give part of it to the oil. The raw linseed oil absorbs the oxygen from the air very slowly, but the addition of turpentine is a great aid in overcoming this defect.
To insure the best results in painting, one must first consider the kind and condition of the surface to be painted, and to what use the toy will be put; then decide on the proper composition and consistency of the paint.
23. Application of Paint.—In applying the paint to the toy the first coat should be thinned. This will act as a primer or undercoat for the succeeding coats of paint. Care should be taken that plenty of time is allowed between coats for the paint to dry thoroly. Three coats of paint will produce a good finish.
24. Preparation of surface.—All woodwork must be sanded and thoroly dry before any paint is applied. Care should be taken to see that all knots and sappy streaks shall be covered with a coat of orange shellac. Then apply the first coat.
After the priming coat of paint is thoroly dry, putty up all knot holes, dents, cracks, and other defects in the surface with a pure linseed oil putty composed of equal parts of white lead and whiting. When putty is dry, proceed with the other coats.
25. Tinting Materials.—Formulas for making tints are to be followed only in a general way. Make some allowance for slight variations in the strength and tone of different makes of colors. Chromes and ochres vary noticeably. Weigh out your color and add it gradually, not all at once, noting the effect as you go. When you reach the desired shade, stop, regardless of what the formula calls for. Turpentine and dark driers will slightly alter shades. Make allowance for this.
26. Mixing Paints.—Faulty mixing, even with the best of materials, is not likely to make durable paint. The important thing is to give the lead and oil a chance to incorporate themselves in that close union which they always make if allowed to do so. The following directions give best results. The order is important.
(1) Break up the white lead with a paddle, using only enough oil to bring it to the consistency of colors in oil.
(2) Add your colors for tinting. Coloring matter added after the paint has been thinned is likely to break up in lumps which leave streaks[Pg 26] when brushed out.
(3) Put in drier.
(4) Add remainder of oil, stirring well.
(5) Last of all, put in turpentine.
Thinners help only the flow of the paint never the quality.
To strain paint thru cheese cloth before using will be a safeguard against lumpy colors and streakiness. Paint also spreads further if strained.
27. Paint Formulas.—As most toys are exposed to the weather a great deal, the following formulas are recommended. These take no account of tinting materials.
(a) Priming Coat:
25 pounds pure white lead
1 gallon pure raw linseed oil
½ gallon pure turpentine
¼ pint drier, free from rosin
(b) Body Coat:
25 pounds pure white lead
3⁄8 gallon pure raw linseed oil
3⁄8 gallon pure turpentine
¼ pint drier, free from rosin
(c) Finishing Coat:
25 pounds pure white lead
1 gallon pure raw linseed oil
¼ pint pure turpentine
¼ pint drier.
One must exercise his own discretion in using a larger or smaller quantity of oil according to whether the wood is oil absorbing, as white pine, poplar, and basswood, or less permeable, as yellow pine, cypress, spruce, and hemlock.
28. Formulas for Making Tinted Paint.—Any color or tint may be obtained by varying the addition of tinting colors. These tinting colors are called "colors in oil." The colors should be added to the white lead before the paint is thinned.
To twenty-five pounds of white lead ground in oil add colors in oil as follows:
| Medium Blue Slate | 3½ oz. lamp black |
| Gray Blue | ¼ oz. lamp black |
| 1 oz. Prussian blue | |
| ¼ oz. medium chrome green | |
| Dark Drab | 5 lbs. French ochre |
| ½ lb. lamp black | |
| ¼ lb. Venitian red | |
| [Pg 27] | |
| Dark Slate | 2 oz. lamp black |
| 3 oz. medium chrome yellow | |
| Dark Lilac | 1 oz. lamp black |
| 5 oz. Venitian red | |
| Lilac | ½ oz. lamp black |
| 1½ oz. Venitian red | |
| Forest Green | 1½ oz. lamp black |
| 8 lbs. light green | |
| 5 oz. medium chrome yellow | |
| Buff | 1½ lb. French ochre |
| 3⁄8 oz. Venitian Red | |
| Cream | 5 oz. French ochre |
| Sea Green | 3⁄8 oz. lamp black |
| ½ oz. medium chrome green | |
| 1¼ oz. medium chrome yellow | |
Where tinting colors are used in sufficiently large quantities to alter the consistency of the paint, add one-half as much linseed oil and turpentine, by weight, as you add tinting material.
29. Enameling.—When using enamel as a finish for toys, care should be taken that the surface of the toy is in proper condition. To obtain good results proceed as follows: Give the wood a coat of shellac. Sand lightly and dust. The following coat should consist of part of white paint and one part of the enamel to be used. This coat should be slightly tinted with the finishing color, if the finishing coat is not white. Allow twenty-four hours for drying thoroly; then sand with No. OO sand paper. Next apply a coat of enamel of the color desired for the finished work. (Enamels may be tinted with colors ground in oil.)
Should the enamel not work freely, add a spoonful of benzine to a gallon of enamel. Turpentine may also be used as a thinner for enamel.
A better finish of enamel consists of two coats of paint before applying the enamel. This gives it a stronger body and of course makes it more durable.
Because of its durability and for sanitary reasons enamel is the most desirable finish for toys. Its glossy finish is attractive and very appealing to children.[Pg 28]
30. The Dipping Method.—When a considerable quantity of toys is to be finished, the problem to be faced will be the cost of application of the paint rather than the cost of the paint itself. The dipping process, (immersing the material to be covered) is found to be the most successful, especially in toy making, where so many small parts are used.
Many of the small pieces made can be subjected to the dipping process at quite a saving of time and labor, with probably better results than where the application of paint or stain is done with a brush.
The success of the dipping process depends on the arrangement adopted for holding the toys while the actual dipping is done and while they are drying. Here the exercise of a little ingenuity on the part of the students and teacher, will overcome most difficulties.
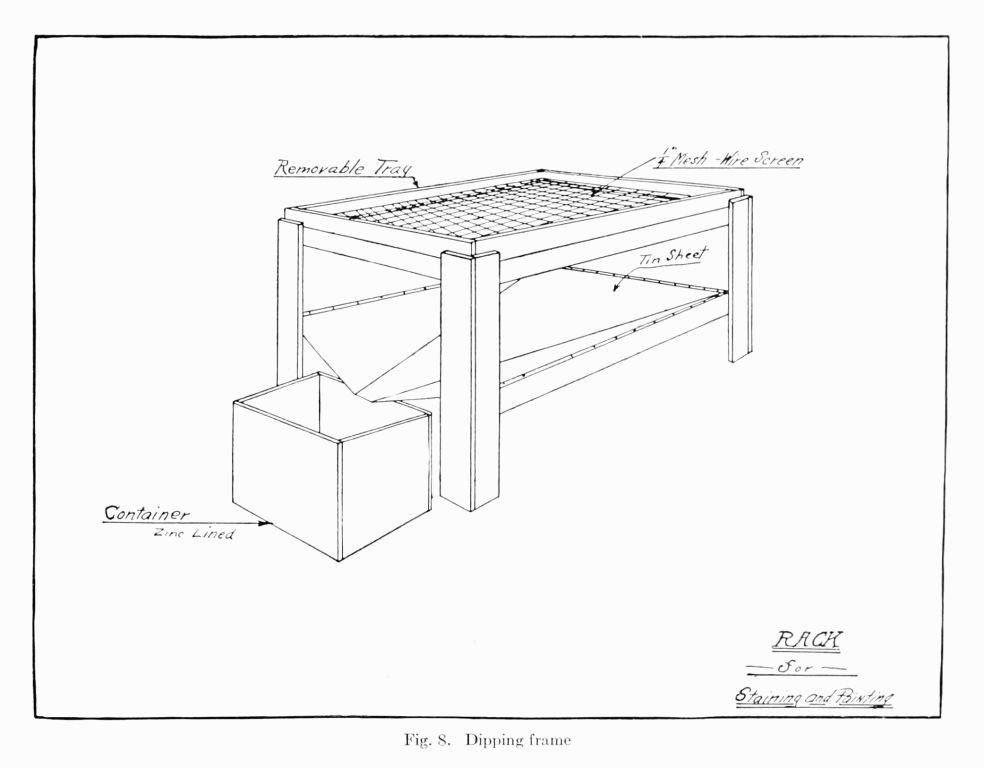
Supposing that a number of checkers, or handles, or small wheels are to be stained. A dipping frame as shown in Fig. 8 could very easily be prepared. You will notice the screen tray (which is removable), and the tin sheet which slopes towards the container. The small pieces to be stained can be handled in wire baskets with mesh just small enough so that the pieces will not fall thru.
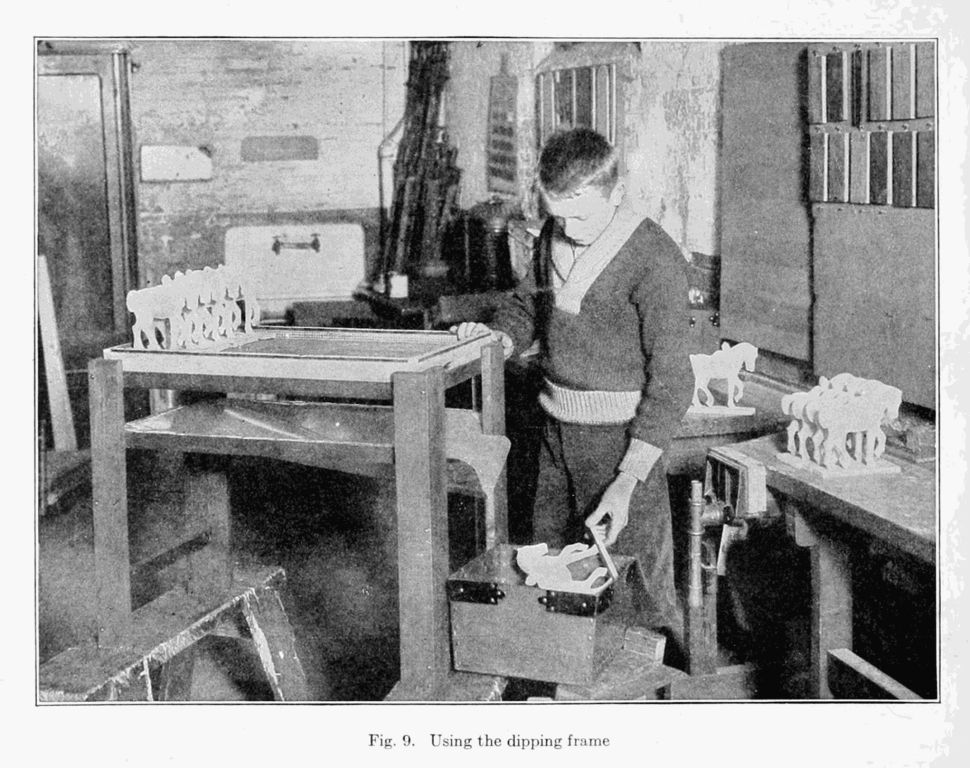
The wire basket is then immersed in the container and worked up and down, so that the liquid will penetrate and touch all pieces. It is then pulled up and swung over the screen tray, where the contents of the wire basket is dumped. Here, the superfluous paint will drip off on the tin sheet, which, because of its slope, will cause the superfluous paint to flow back in to the container. Fig. 9 shows the dipping frame in use.
The screen tray can be removed and placed in a rack to allow for further drying. Several trays could then be made and a rack to hold them could very easily be constructed.
The paint used for dipping purposes must so be prepared that too much does not run off or too much stay on, for this is surely one way to spoil the work. It should be thinned to the right consistency and care should be taken that the thinners used are of the best quality.
Where larger pieces of work are to be dipped, wire attachments could be devised and each part hung separately over the dipping frame until ready to be placed in a rack. If the wire[Pg 29] attachment forms a hook on one end, it will be possible to hang up the toy until drained and dried. In removing the toy from the paint it should be drawn out very slowly so that the surface of the paint may be left as smooth as possible.
Where one desires line effects on toys, these may be lined in afterwards with a small size striping brush or sign painter's pencil.
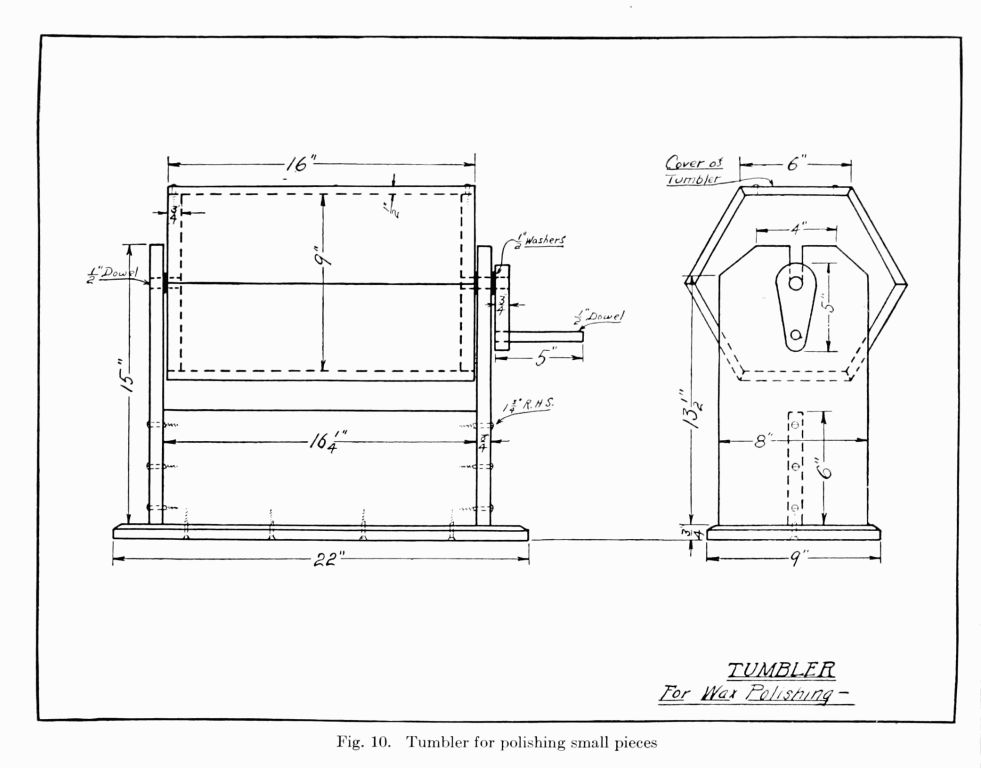
31. Polishing by Tumbling.—-Excellent results in polishing large quantities of small pieces, may be obtained by tumbling. The material to be polished should be thoroly dry. The parts are then placed in a tumbler as shown in Fig. 10. Cut up paraffine wax into small pieces, using about one-fourth pound to each tumbler full of toys. Allow these to tumble several hours. This will distribute the wax evenly over the parts and produce a polished surface.
The tumbler as shown in Fig. 10 is turned by hand, altho it could very easily be placed in a lathe, where one is available.
32. Care of Brushes.—A suitable place should be provided for brushes that are not in use. A tin-lined keeper is recommended. Brushes should be suspended so that their bristles will not touch the bottom of the keeper, and have the liquid in which they are kept come well up over the bristles, so that none of the paint or varnish may dry in the butt of the brush.
33. Paint Application by Means of Compressed Air.—In recent years, great advancement has been made in the application of paint by means of compressed air. The early use of pneumatic painting equipment was confined almost exclusively to the application of finishing materials such as japans, enamels, lacquers, varnishes, etc., on manufactured products. But in the past few years improvements have been made which eliminate all of the difficulties originally experienced and make possible the use of this method for interior and exterior painting, such as buildings, ships, etc.; and at present, a large portion of factory maintenance work is done in this manner. Excessive fumes have been eliminated and all materials can be applied without removing the volatile thinners, solvents, binders, etc., thru air reduction. This is brought about thru the use of low pressure and the perfection of ingenious patent nozzles and other improvements.[Pg 32]
34. Uses of Pneumatic Sprayers.—Pneumatic paint sprayers, or air brushes, are extensively used in the manufacture of toys, furniture, automobile bodies, sewing machines, telephones, electrical equipment; in fact, very nearly all manufactured products, as well as on ships, structural steel and iron work, bridges and buildings.
The speed of the air brush is very great compared with hand-brush work. Usually, an air-brush operator will accomplish as much in one hour as a hand or bristle-brush worker will in one day; and it is possible to obtain an even coating, free from sags, runs or brush-marks and better results are obtained than with the hand brush method. A film of paint can be applied in one operation equal to two hand-brush coats, as it is not necessary to reduce paints by thinning as much for air brush application, in a great many instances, as is the usual practice for hand-brushing. The air sprayer can also reach places inaccessible to the hand brush, and a perfect coat can be applied over rough, uneven surfaces, which could not be obtained by hand-brushing.
In considering pneumatic painting equipment, the most important thing to be kept in mind is the proper application of materials. This can be successfully accomplished only thru the use of compressed air at low pressures. By this is meant using only sufficient main-line air to lay the paint, enamel, varnish or whatever finish may be used, on the object. Excessive pressure results in fumes, waste of material and air reduction taking place. By air reduction is meant the removal of the more volatile solvents, thinners, binders, etc., thru evaporation, and the material thus loses its adherent and coherent properties.
Both types of air-brush equipment illustrated here require three cubic feet of air per minute to operate and the pressure necessary depends on the density, consistency or viscosity of the material used. For example, undercoaters, japans, etc.; require from twelve to fifteen pounds of pressure to apply perfectly; while enamels and varnishes take from eighteen to twenty-five pounds. Water stains require about five pounds of pressure.
35. Construction of Pneumatic Painting Outfit.—A pneumatic painting outfit for finishing work consists essentially of an air brush, either of the[Pg 34] attached-container type or the gun-type with separate paint tank, and a small compressor of sufficient capacity to operate the air brush, which can be belt-driven from shafting or direct connected. An exhaust hood with fan, for the removal of fumes, is advisable where the operation is reasonably continuous and especially where lacquers are used. The paint, ready for application, is poured into the tank; and the compressed air line leads to the tank with a branch line for air and paint from the tank to the nozzle of the gun type of machine; while only the air line is required with the attached-container type.
The air hose used is 5/16" in diameter while the paint or fluid hose is the same size. The paint hose is made of a special compound to resist the action of the thinners, solvents, etc., used in the paint; and it is important to have this correct, so that the lining will not disintegrate and clog the air brush or gun.
Fig. 11 shows a five-gallon container type. It will be noticed that the fluid connection is nearest the nozzle and that the air connection is at the bottom of the grip.
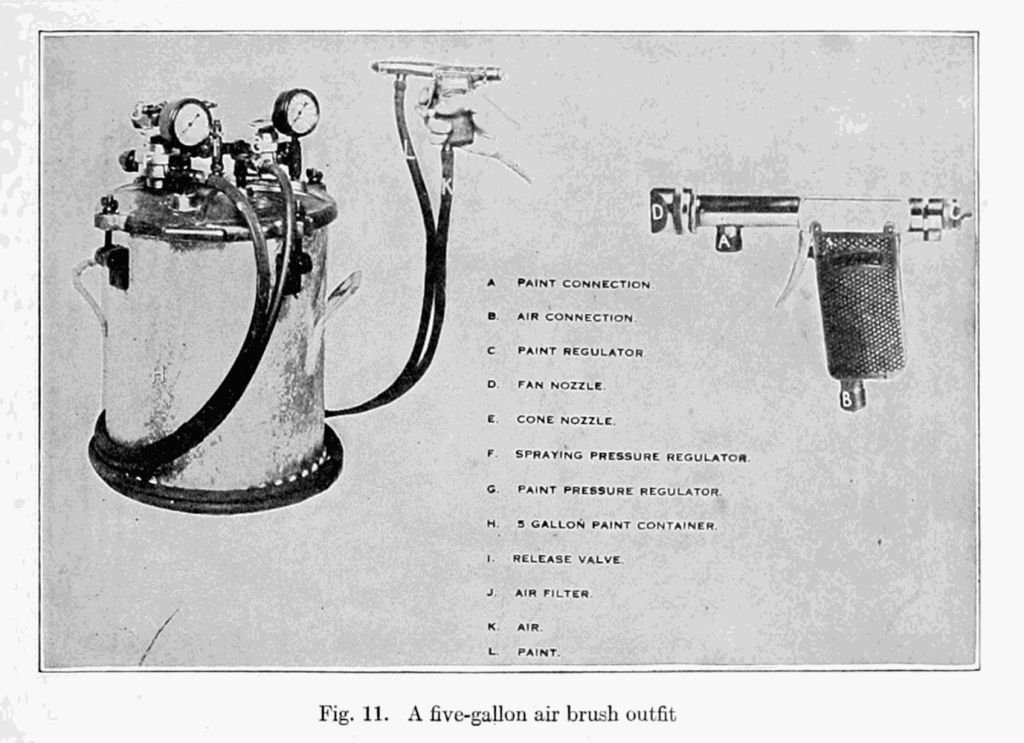
36. Special Attachments for Different Surfaces.—A cone nozzle is furnished for painting irregular surfaces and a fan nozzle for wide, flat work. Adjusting and locking the nozzle regulates the degree of atomization. The jets of the fan nozzle are depressed to prevent being knocked out of alignment. Final regulation of the flow of material is made on the back of the gun, independent of the pressure on the material container. A wide variety of adjustment is possible with this positive regulation.
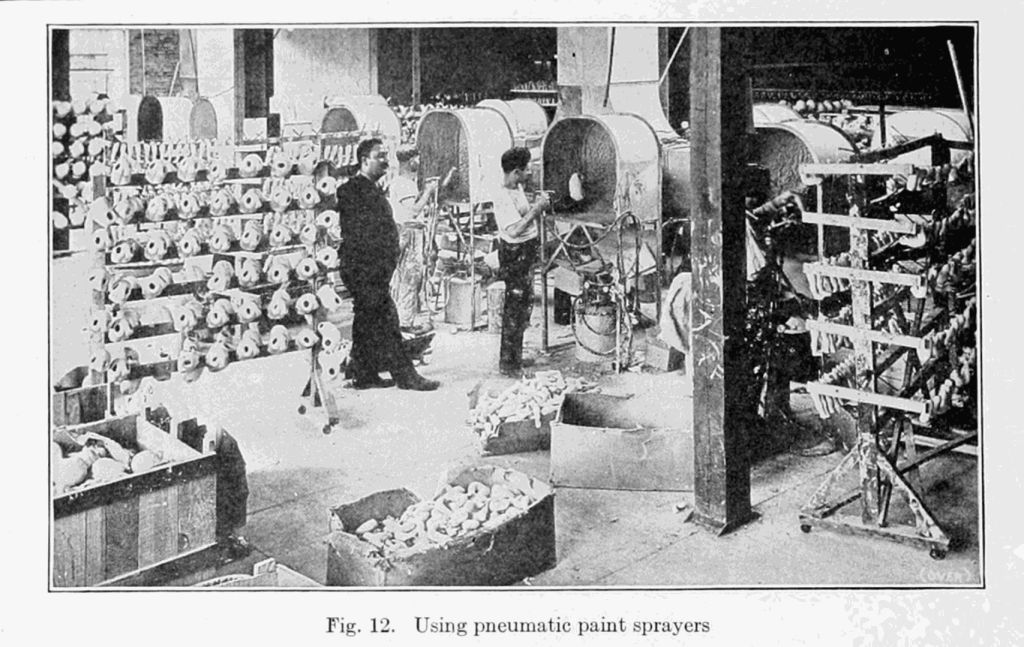
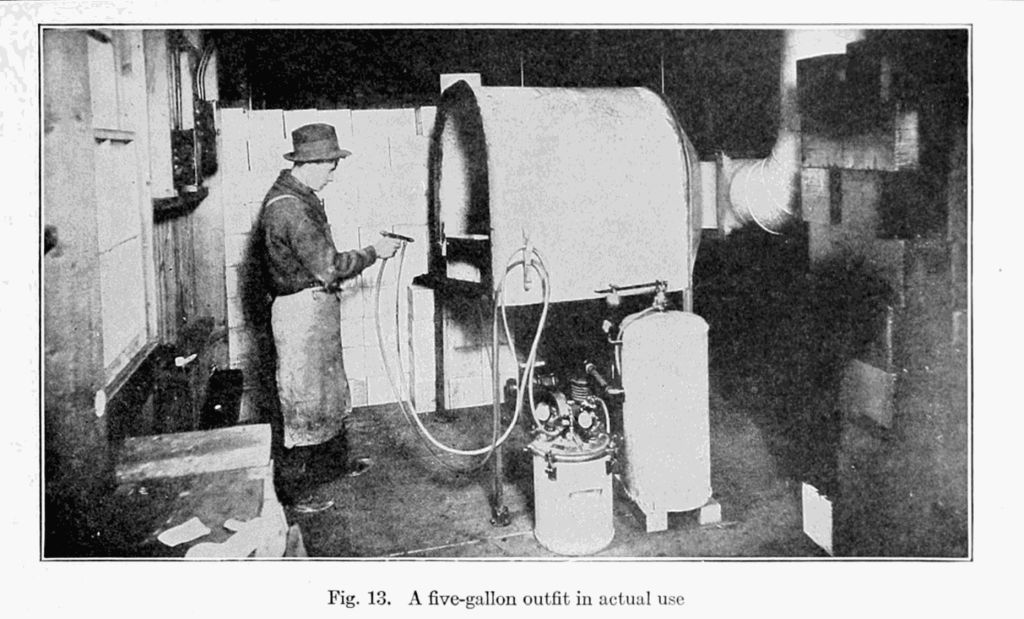
The first pull on the trigger gives air only, which can be used for dusting ahead of the work; and as the trigger is released, the air valve closes last, which prevents clogging and dripping. When adjustments have been made the trigger action is the only moving part of the machine. Figs. 12 and 13 show the five-gallon container type in actual use.
37. Cleaning Pneumatic Machines.—It is not necessary to take the gun apart nor disconnect the hose to clean the machine. Thinner can be run thru the device without loss by placing a small can of reducer of the last material used in the machine, and forcing it thru in the usual manner.[Pg 35]
38. Directions for Cleaning Machine.—Close right-hand Air Valve and open release valve. Unscrew air nozzle a few turns. Obstruct outlet with thumb and pull trigger. Spraying pressure is thus forced thru gun and fluid hose and the material backed into the container. It is advisable frequently to run thinner thru the machine as follows: (1) Place small can of thin[Pg 36]ner in center of container directly beneath fluid tube. (2) Replace cover and tighten wing-nuts. (3) Close left-hand air valve and open right-hand air valve. Pressure on container will force thinner thru the machine and clean perfectly without loss. Do not use spraying pressure in cleaning. The thinner can be used again for either cleaning or thinning purposes.
39. Directions for Operating Pneumatic Equipment.—
1. Attach main-line air hose to air filter.
2. Attach fluid hose to connection marked "Fluid" on tank and to the front connection near air nozzle on hand-piece.[Pg 37]
3. Attach air hose to connection marked "Air" on cover and to the handle connection on hand-piece.
4. Thoroly mix and strain material so that it is entirely free from skins, lumps, and foreign materials.
5. Tighten wing-nuts until paint container is air-tight.
6. See that release valve is closed. Then open right-hand air valve, turn fluid-pressure regulator until gage shows 5 lbs. pressure in container. Pull trigger and use fluid regulator[Pg 38] on gun to control the flow. If material is heavy, increase pressure in container.
7. Open left-hand air valve and turn spraying pressure regulator until sufficient pressure (5 lbs. to 25 lbs.), is obtained to lay the material on.
8. Make final adjustment of the flow of material with fluid regulator on back of hand-piece and get proper spray by adjusting the air nozzle.
9. Spraying pressure and pressure in the container depends upon the density of the material used and the size of the surface to be coated. A little experimenting on the part of the operator will determine the best pressure to use. When the fan nozzle is used, 3 to 5 lbs. more pressure should be applied to the material container and from 5 to 8 lbs. more atomizing or spraying pressure used.
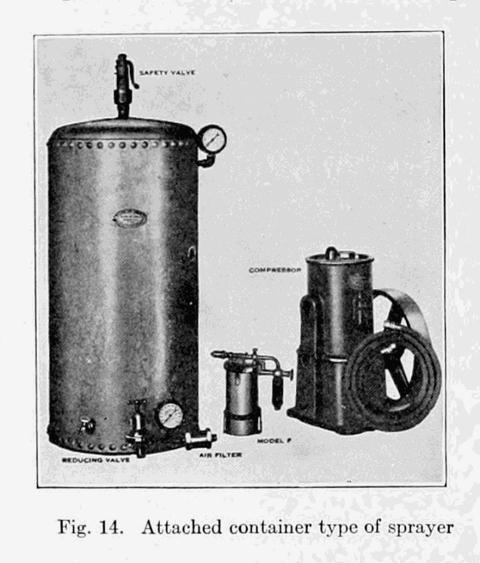
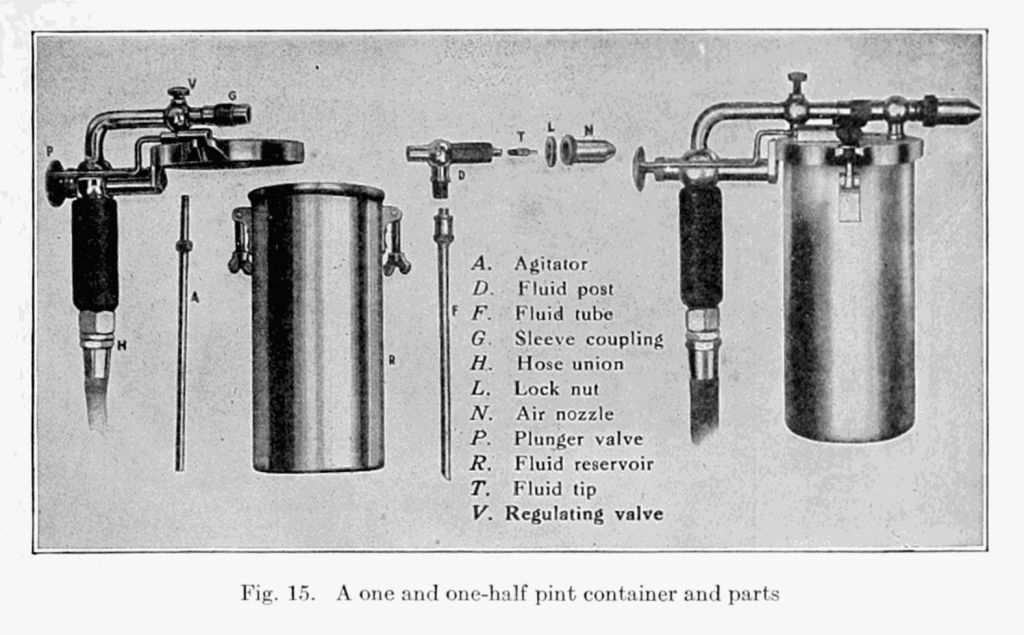
Fig. 14 shows a complete attached container which operates on identically the same principles as the type shown in Fig. 11. It consists of a 1½ pint container, reducing outfit, compressor, and air tank. The 1½ pint container as shown in Fig. 15 is supplied complete with two fluid tips, gasket, agitator tube, cup-holder, hose union, and six feet of air hose.
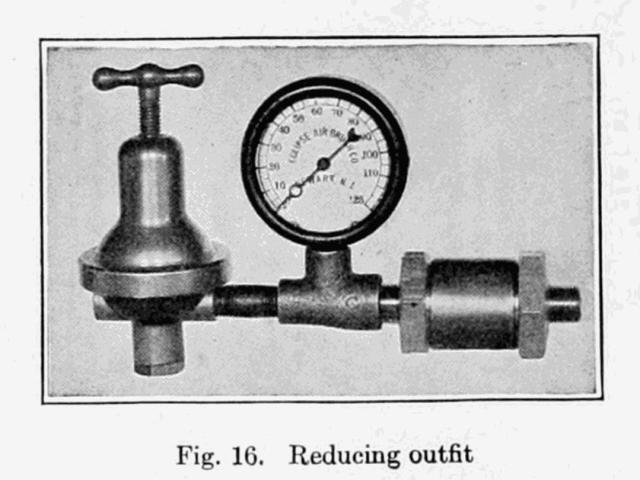
The reducing outfit in Fig. 16 consists of a regulative valve, an air gage, and an air filter, complete with connections and fittings. This outfit is for the purpose of maintaining an even low spraying pressure.
Regulated pressure is applied to the air-tight material container, raising the coating[Pg 39] material to the nozzle where only sufficient main-line pressure is used to lay the coating on. The spraying pressure necessarily depends on the density, consistency and viscosity of the material used.
For fine finishing work, where the quantity of materials used each day is not great, or where the colors are changed frequently, the attached container type is recommended.
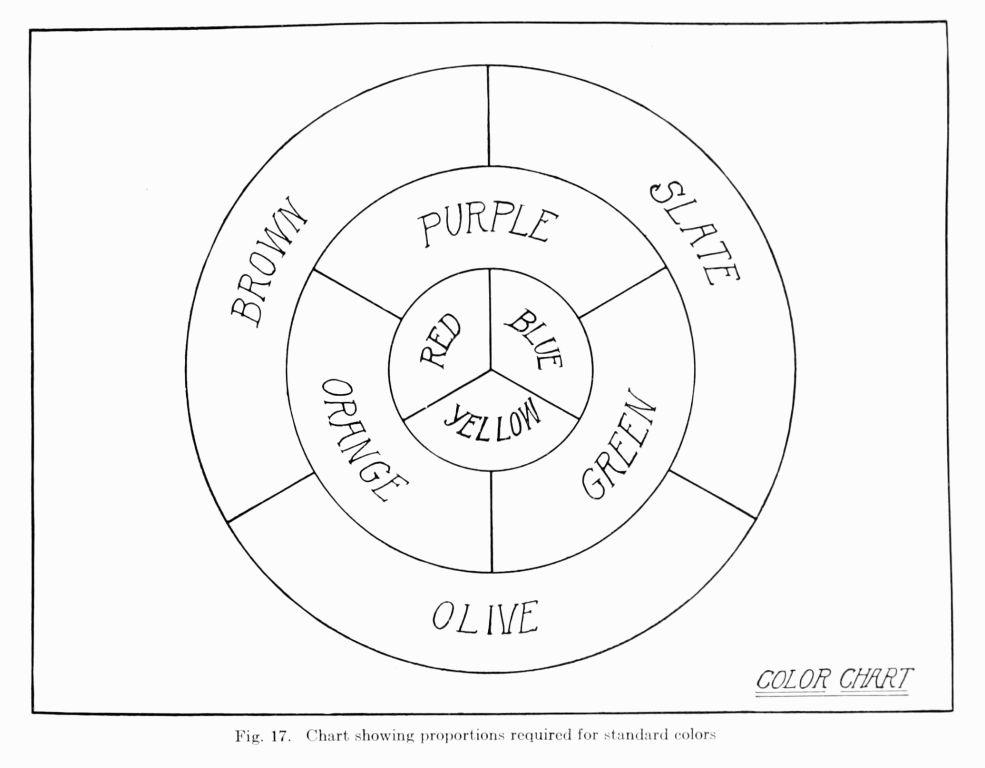
40. Preparing Colors.—The three primary colors are red, blue and yellow. With the three primary colors at hand, almost every variety of color desirable for ordinary use can be easily prepared. Fig. 17 shows a color chart.
Red mixed with yellow will result in orange.
Red mixed with blue will result in purple.
Yellow mixed with blue will result in green.
The colors obtained by mixing any two[Pg 40] primaries are called secondary colors. Therefor the secondary colors are orange, purple and green.
Orange mixed with purple will result in brown.
Orange mixed with green will result in olive.
Purple mixed with green will result in slate.
The colors obtained by mixing any two secondaries are called tertiary colors.
The tertiary colors are brown, olive and slate.
Of course different tones of each color can be made up by mixing unequal proportions.
41. Economy in Selecting Material.—Economic use of materials should be encouraged at all times. Toy making offers an excellent opportunity where economy may be taught in the most practical way.
Where toys are to be painted, more than one kind of wood may be used in the same toy and thereby using up small pieces of wood that would otherwise be called scrap. Yet, it is not advisable to sacrifice the strength and durability of the whole toy for the sake of using up a piece of scrap wood which weakens the particular part of the toy where it is used. For that, in the long run, is not economy.
42. Qualities of Different Woods Used.—The following are some of the common woods used in toy making.
Maple: hard, fine grained, compact, tough, used for wheels, axles, handles, dowel rods, etc.
Ash: white, strong, open grained, easily worked; used for bodies of coasters, wheels, axles, oars, etc.
Oak: hard, firm and compact, strong and durable, hard to work.
Birch: moderately hard and heavy, even grained; difficult to split, but easily worked.
Chestnut: resembles oak in appearance, is much softer, moderately hard, course grained, not strong, but durable.
Cypress: moderately hard, very fine and close grained, virtually indestructable; known as "the wood eternal".
Basswood: white, light, soft, tough, closed grained, easily worked, not strong, but durable; used for almost any part of a toy where much strength is not required.
White Pine: very light, soft, close and straight grained, inferior; easy to work.
Yellow Pine, yellowish, grain noticeable, harder than white pine, stronger.
Tulip (yellow poplar): light, soft, close and straight grained; tougher than many woods equally soft, compact, not very strong or durable, easily worked.
Spruce: straight growing, light, straight and even in grain, tough, elastic, easy to work.
43. Value of Jigs and Fixtures.—The use of jigs, fixtures, and other labor-saving devices is an important factor in illustrating industrial and practical applications in the school shop. It is advisable to let each group of boys work out its own jig or fixture for the particular job they have on hand.
The three most common forms of jigs are cutting jigs, boring jigs, and assembling jigs. The important reasons for the use of such devices are: (1) They illustrate the speed of output in shop work. (2) They give the student a good idea of machine operation. (3) They help in making the parts interchangeable. (4) They offer an opportunity for getting first hand information on cutting edge tools and their proper uses. (5) They show the boy the value of the use of jigs in factory work.
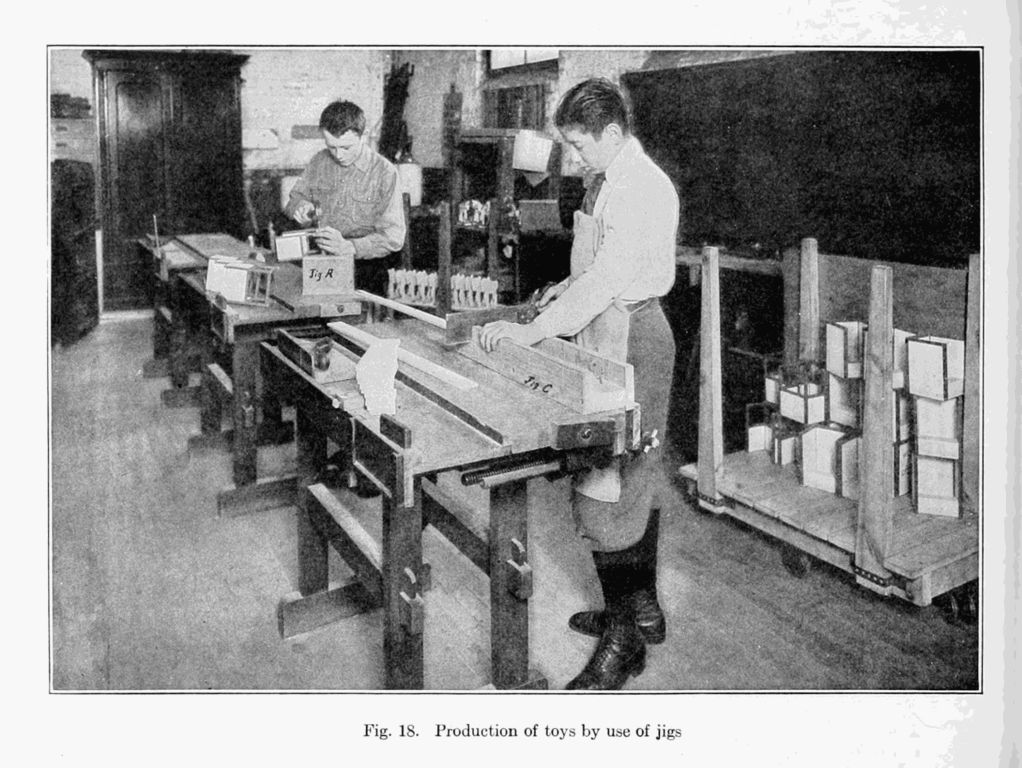
The toys illustrated in this book have many simple operations, such as cutting stock to length, drilling holes, surfacing, etc., that can be easily done by the use of the proper fixtures.
For that reason toys are desirable projects to be made by the productive plan. Fig. 18 shows the use of a jig and the miter box.
44. Cutting Small Wheels.—A circle of the desired size wheel may be laid out on the wood with the aid of a compass, and cut in the outline with a coping saw or band saw. Of course, it would take quite a long time by this method to make the small wheels in large quantities and besides the result would not be as good as when the wheels are made by machine.
45. Turning Wheels.—Another way to produce wheels is to turn a cylinder to the required diameter, on the turning lathe. Then cut the cylinder on the circular saw into required thicknesses of wheels desired. This method is recommended for quick work.[Pg 44]
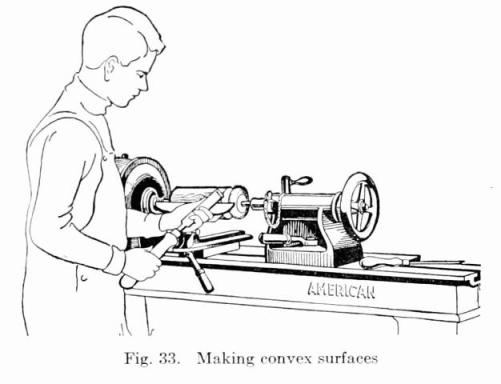
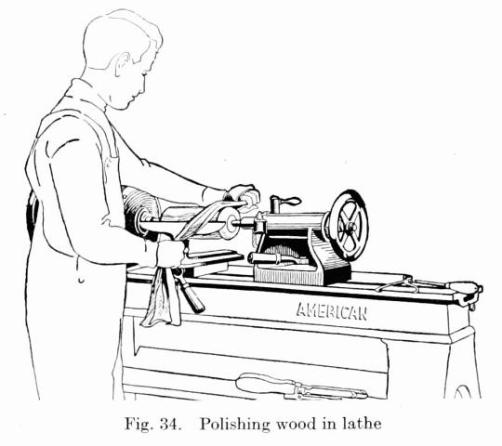
If it is desired to round the end of wheels the operation can be done by leaving the cylinder in the lathe and applying the broad side of the skew chisel as shown in Fig. 33. The wheels may then be polished with a cloth after they have been sanded and while rotating in the lathe as shown in Fig. 34. In sanding, use first a fairly course grade of sandpaper, No. 1 or 1½ and afterwards a fine grade, No. O or OO. Before applying the cloth the wood may be varnished lightly while the lathe is not running, taking care to wipe off all the surplus varnish. The varnish will assist in giving the surface a fine polish when the cloth is applied. For further explanations of the use of the turning lathe, see Sec. 55.
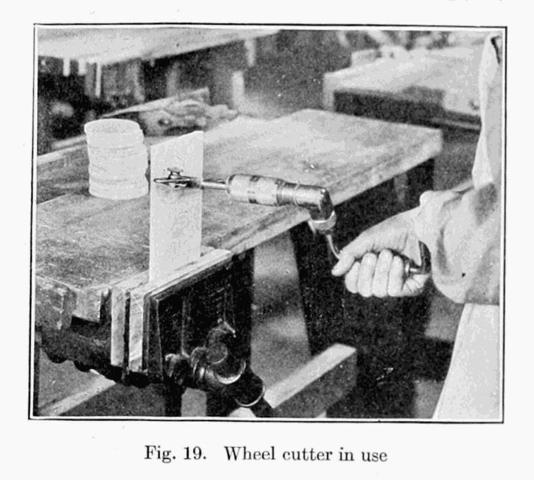
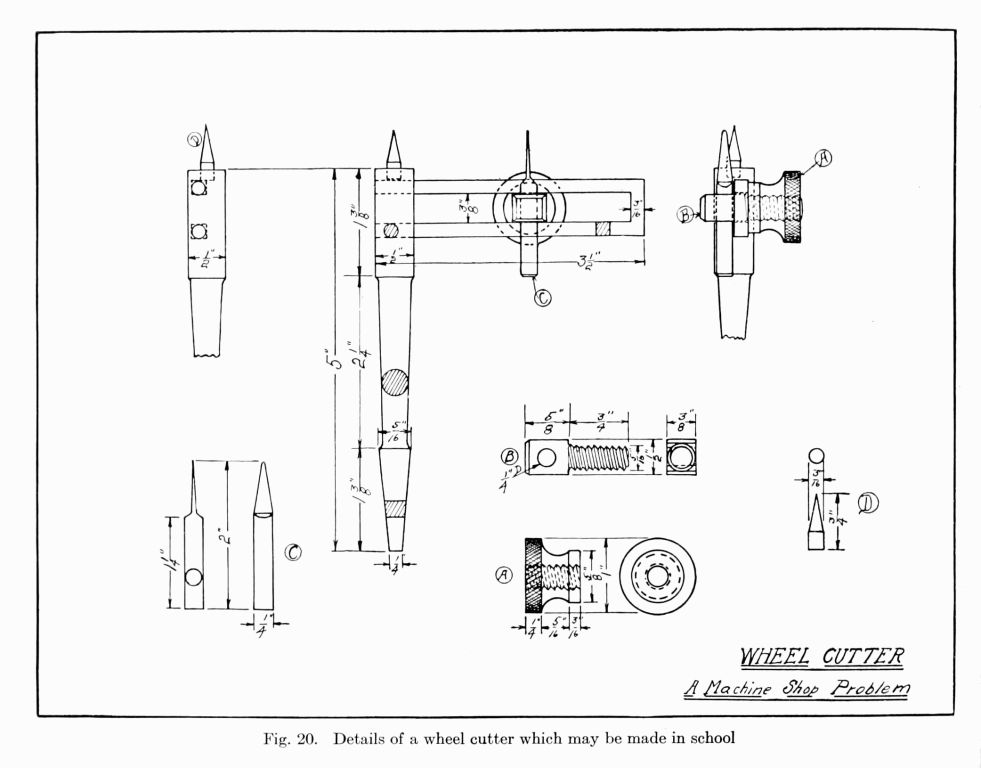
46. Use of Wheel Cutter.—Still another method of making small wheels is by use of the wheel cutter as shown in Fig. 19. This wheel cutter may be used in the ordinary bit brace. Good results may be obtained where the wheels are made out of thin, soft wood.
This wheel cutter is known on the market as a leather washer cutter. If one cannot be obtained it can easily be made in the school machine shop at a small cost. Fig. 20 shows a drawing of a wheel cutter.
You will notice that the blade can be adjusted to cut any diameter desired.
47. Use of Coping Saw.—Where a band saw is not included in the shop equipment, many articles such as animal forms and small wheels could very easily be cut out with a coping saw.
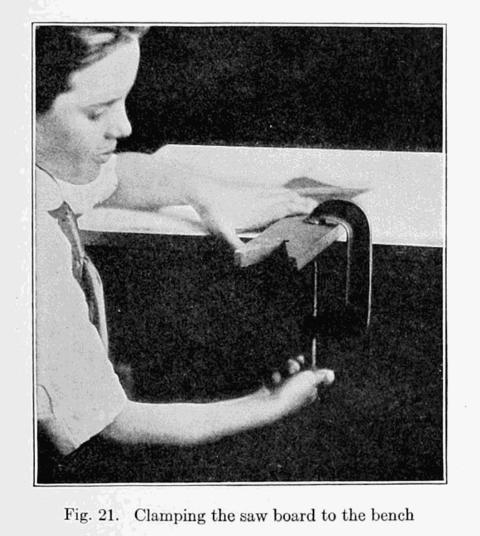
A saw board, as shown in Fig. 21 should be fastened to a table top with an iron clamp; or, a saw board made to fasten in a vise may also be used.
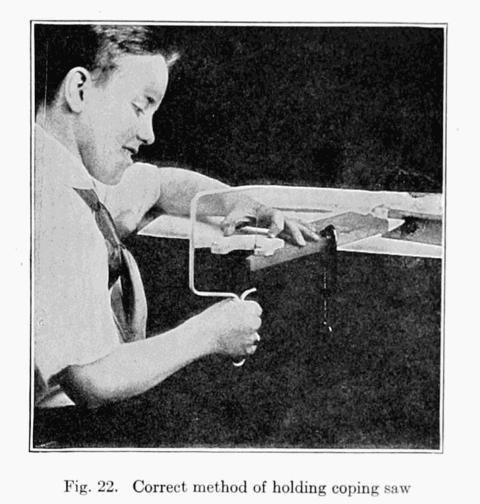
When cutting out the toy part, the coping saw should be held in a vertical position as shown in Fig. 22, and in an up-and-down motion,[Pg 46] with short fast strokes, following the outline carefully. Cut on the line. Do not press hard on the saw for the blade is very thin and can very easily be broken, but it should last a long time if used correctly.
48. Cutting Sharp Corners.—When cutting a sharp turn in the wood with the coping saw, care should be taken not to twist the saw blade out of shape. Upon reaching the sharp turn, continue the up-and-down motion, but without doing any cutting; turn the wood very slowly until you have made the complete turn, then continue with the sawing and follow the rest of[Pg 48] the outline carefully.
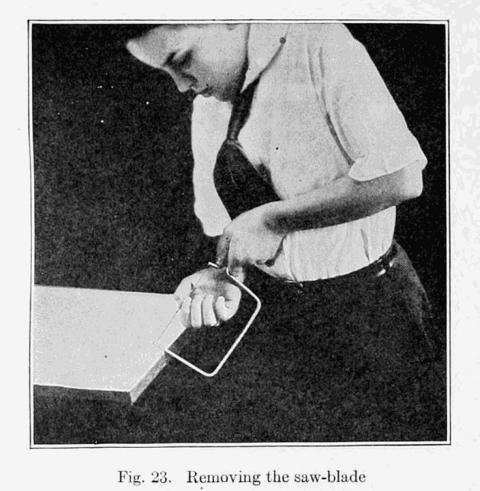
49. Removing the Saw-Blade from Frame.—To remove the saw-blade from the frame, place the head of the frame against the table top as shown in Fig. 23. Pressing down on the handle will release the saw-blade. When inserting the blade into the frame the same method may be followed, being careful that the teeth of the saw-blade point toward the handle of the frame. The blade may be put in the end or the side slots of the frame, using the side slots only when the end slots will not serve the purpose.
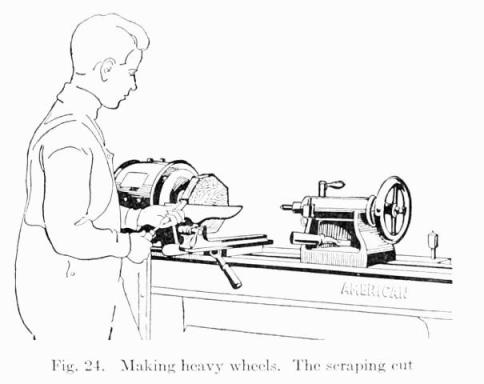
50. Making Heavy Wheels.—In turning heavier wheels that are to be used for coasters, kiddie cars, etc., the work is done with the head stock only, the wood being supported by the screw-center chuck or face plate.
In turning the wheel the first step is the scraping cut as shown in Fig. 24. This cut is properly made with the concave chisel held in such a position as to give a light scraping cut. Care should be exercised not to allow the chisel to extend too deeply, otherwise the material will chip with the grain.
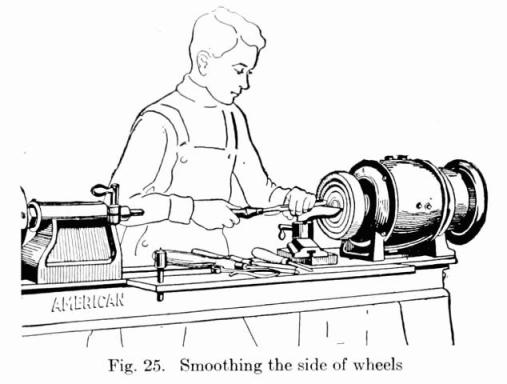
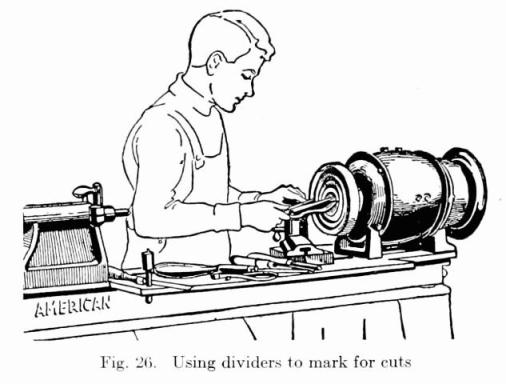
After the desired circumference has been obtained the surface should be worked to the desired form as shown in Fig. 25. This is accomplished by using the lathe rest, set at right angles with the bed or parallel with the face plate. The illustration in Fig. 26 shows the use of the dividers in marking off the position of the various corrugations in the wheel that is being turned. The sanding should be done while[Pg 49] the wheel is in the lathe. Use first a fairly course grade of sand paper and afterwards a fine grade, No. O or OO.
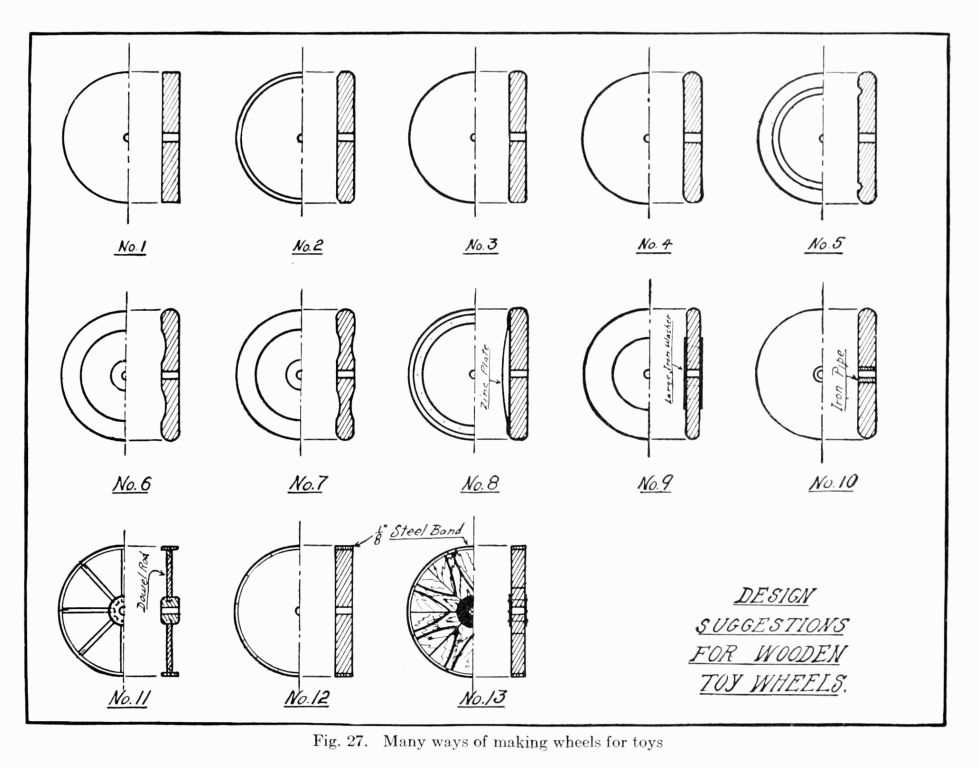
51. Designs for Wheels.—Suggestions for wooden toy wheels are shown in Fig. 27. Those numbered 1, 2, 3, 4, 5, 6, and 7 are plain wooden wheels varying in design only. No. 8 and 9 are re-enforced with zinc and large iron washers. No. 10 shows a segment of an iron pipe fitted in the center of the wheel to prevent wearing away of material. No. 11 shows a spoke wheel. The spokes are made of dowel rods; these fitting into a hub that can easily be turned out on the lathe. No. 13 shows a wheel built in segments which is then cut out on the band saw to resemble a standard spoke wheel. The rim is 1/8" steel, fastened to spokes with very small rivets.
52. Cutting Wheels on Band-Saw.—A circle of the required size wheel may be marked off on the wood with a compass, then cut in the outline on the band-saw. This method will leave square corners and will be more or less out of truth with the center of the wheel. To true up and smooth the outside of the wheel the lathe attachment as shown in Fig. 28 can be easily prepared. This attachment consists of a block A fastened to the lathe bed with a single bolt, and a stop B fastened to the upper face of the block A. The carriage C is a loose piece the same thickness as the stop B and is provided with a dowel rod to fit the central hole in the wheel. This dowel rod is so located that when the edge of the carriage C is tight against the edge of the stop D, the distance from the center of the dowel rod to the face of the abra[Pg 50]sive material on the disk, will be equal to the radius of the finished wheel.
The wood is cut out on the band saw a scant 1/16" over-size in diameter, and is then placed on the dowel rod in the carriage C which is held flat on block A while the edge of the blank is brought in contact with the grinding disc face by pushing the carriage forward with the left hand while the blank is slowly revolved with the right. This grinding is continued until the edges of stop B and carriage C will remain in contact during a complete revolution of the wheel blank. During this grinding process, the carriage should be moved back and forth from the edge to the center of the grinding disc so that the wear on the abrasive material may be equalized.
A similar device used for chamfering the edges of the blanks is also shown in Fig. 28, as it looks when viewed from the front of the lathe. The preceding description will suffice for this as the same system of lettering has been used. It differs only in that block A is made to set at an angle of 45 degrees instead of being level.[Pg 51]
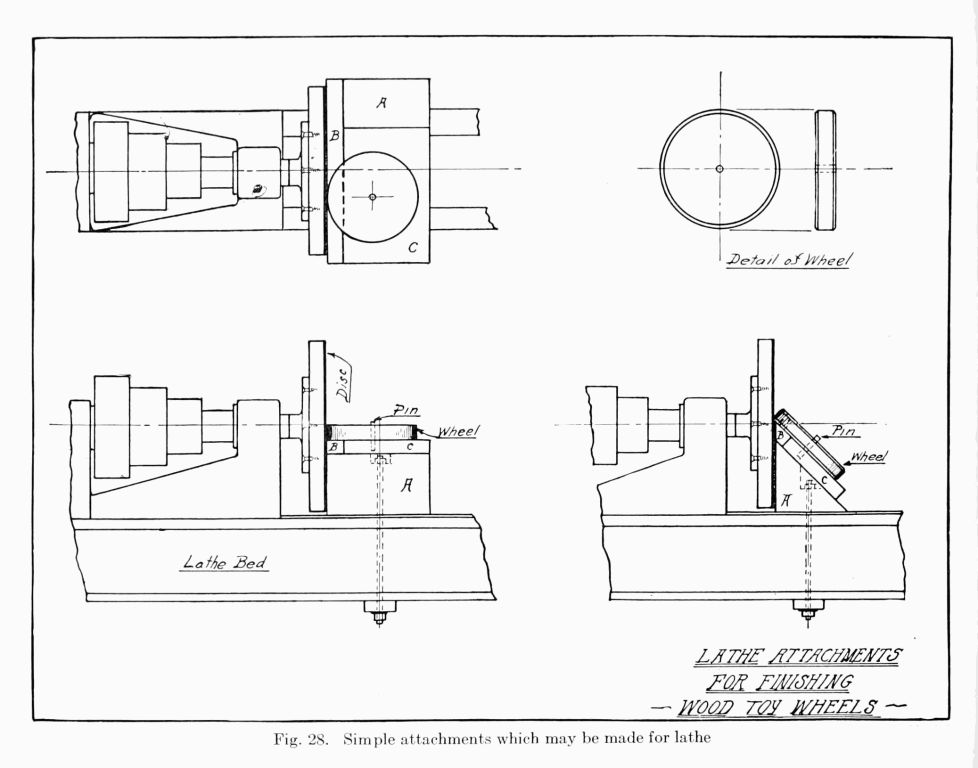
Grinding discs may be made either of metal or wood. Metal is preferable but a hardwood disc fastened to a metal face plate will answer very well. There are many methods of fastening the abrasing material to the disc but the most convenient way is by the use of stick belt dressing. The disc is coated with dressing by holding the stick against it as it revolves and the abrasive is applied before the dressing has set. A pair of dividers or trammels is used to cut the abrasive material to the same diameter as the disc and it should be warmed on the uncoated side before it is applied. It sticks tightly to the disc but is easily removed and replaced with fresh material in a few minutes.
53. Boring Holes in Wheels.—The center holes in wheels may be bored with bit and brace, but better results are obtained if the holes are bored in the lathe. A drill chuck fitted to the live spindle and a drilling pad for the tail stock spindle will be required to do this job efficiently. The tail stock is locked fast and the wheel to be drilled is placed against the drilling pad and fed up to the revolving bit by turning the tail spindle feed wheel. This method will produce a cleaner hole and one that is square with the wheel face.
54. Importance of Machine Operations.—A fair understanding of what is the correct position to take at some of the principal machines such as the lathe, universal saw, jointer, and sander, is very important to the student in the wood-working department. Such knowledge is of special importance to the one engaged in toy making, where every knowledge of use of machines, is put to the test.
Sufficient examples are given to enable the student to arrive at a fair understanding of the correct postures.[Pg 55]
55. Operating the Lathe.—The lathe is perhaps one of the most important machines used in toy making. It lends itself to unlimited varieties of work and for that reason is really indispensible in the shop.
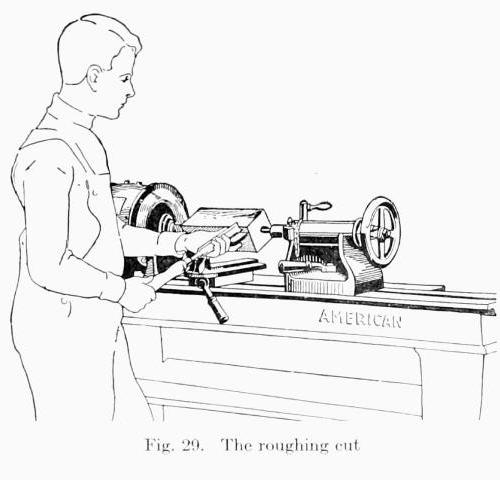
In Fig. 29 the student is preparing to take the roughing cut in turning a cylinder. This operation consists of removing the corners of the square piece and is done with the tool known as the gouge.
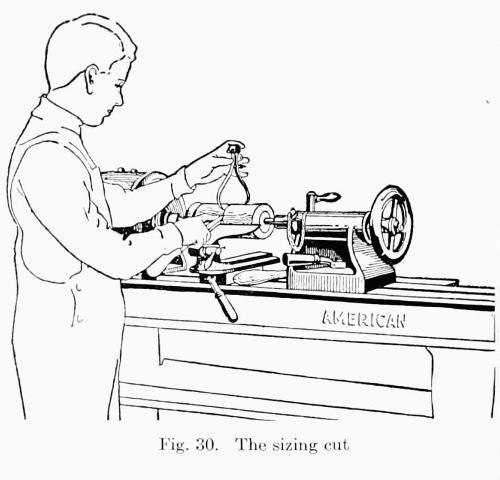
After the roughing cut has been taken, calipers set to the diameter desired will determine the depth of the next cut, sizing cut. The illustration in Fig. 30 shows the student performing this operation with the cut-off tool.
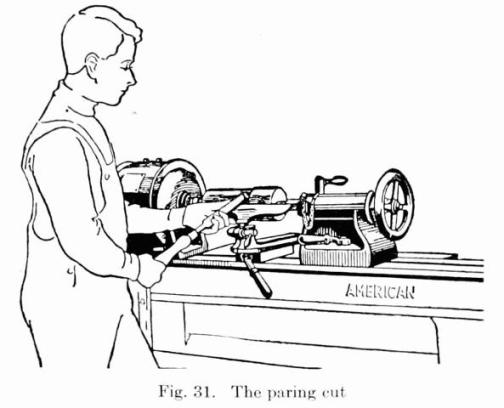
When the correct dimension has been found, the next step in the process of turning a cylinder is the paring cut or finishing cut, Fig. 31. This is done with the skew or bevel chisel. A very thin shaving is removed by this operation.[Pg 56]
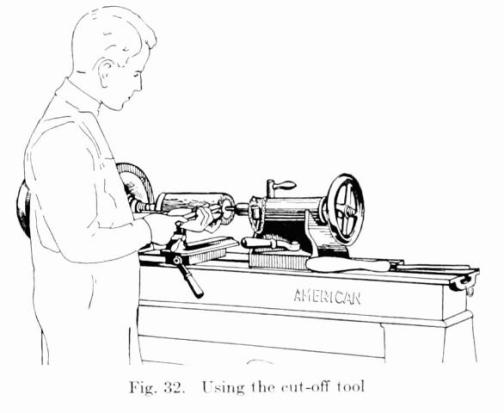
The ends are then cut by using the cut-off tool as shown in Fig. 32. It is merely taking a slice off the end. If a very thin slice is to be removed, it is usually made by the long point of the skew chisel. If it is more than a quarter of an inch it should be sized and then removed by the skew.
If it is desired to round the end of a piece or to produce a convex surface the operation can be done by applying the broad side of the skew chisel, as in Fig. 33.
56. Face Plate Turning.—The preceding paragraphs describe the process of turning when the piece is supported between the live and the dead centers. The processes shown in Figs. 24, 25 and 26, illustrate the character of the work done with the head stock only when the piece is supported by the screw-center chuck or face plate.
The first step in face plate turning is the[Pg 57] scraping cut, Fig. 24. This cut is properly made with the concave chisel held in such a position as to give a light scraping cut. Care should be exercised not to allow the chisel to extend too deeply, otherwise the material will chip with the grain. After the desired circumference has been obtained the surface should be smoothed with the skew chisel.
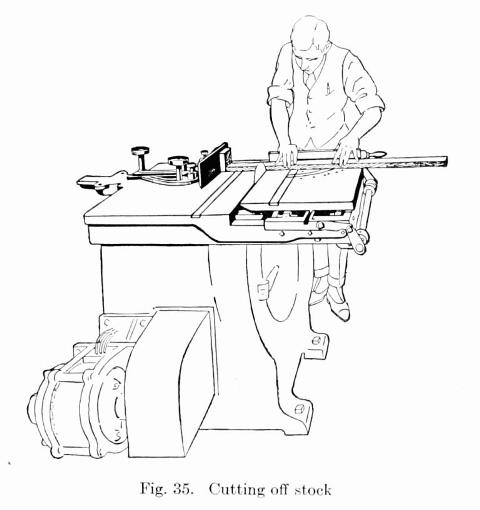
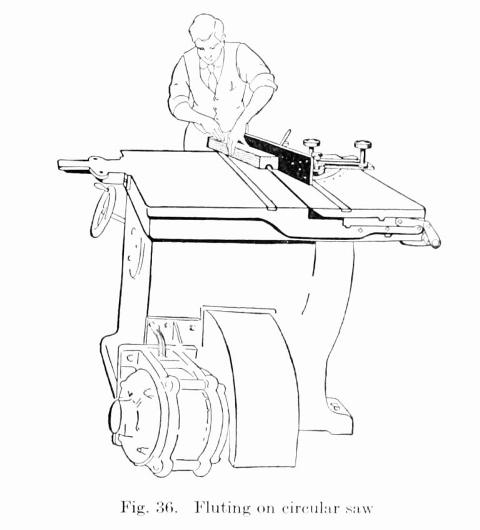
Fig. 25 shows the student modeling a rosette, using the rest, set at right angles with the bed or parallel with the face plate. Prior to the modeling a shearing cut should be taken with[Pg 58] the skew chisel to face off the material to an even surface.
The illustration in Fig. 26 shows the use of the dividers. The student is marking off to a uniform scale the position of the various corrugations in the rosette he is turning.
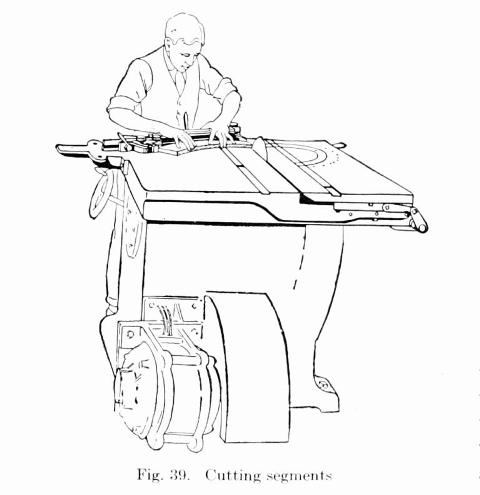
57. The Universal Saw.—The operations that can be performed on the universal saw are so many that no attempt will be made to illustrate them all here. But enough are given to show the characteristic operations involved in cross-cutting, ripping, and dadoing,—the three basic uses of a circular saw.
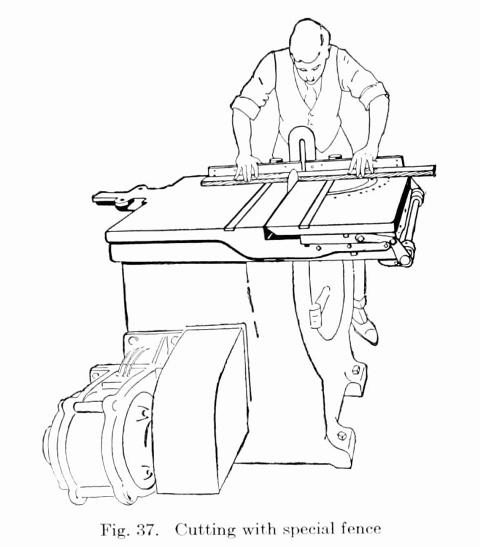
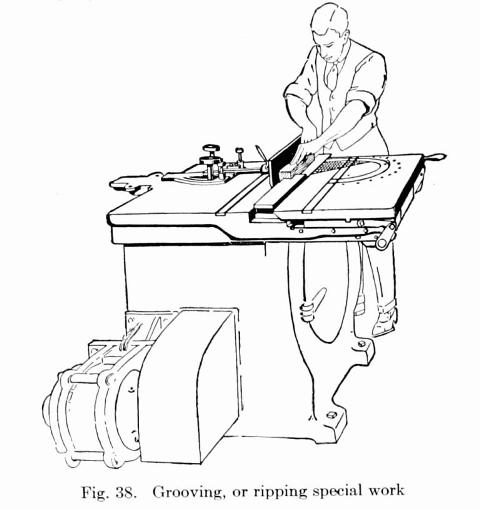
It is a more dangerous tool than the lathe and the guard should be kept over the saw at all times, except of course, in dadoing when it can not be used.
Figs. 35, 36, 37, 38, 39, illustrate the basic uses of a circular saw.
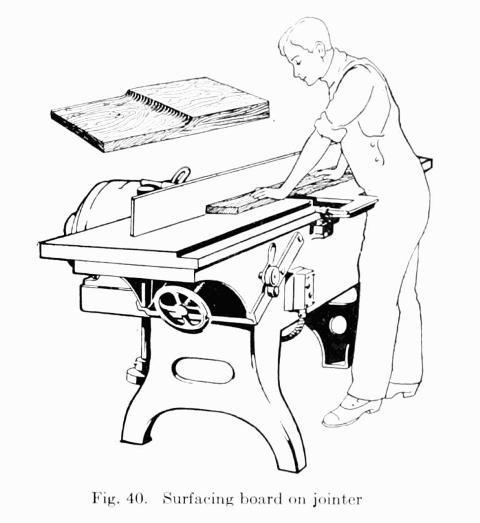
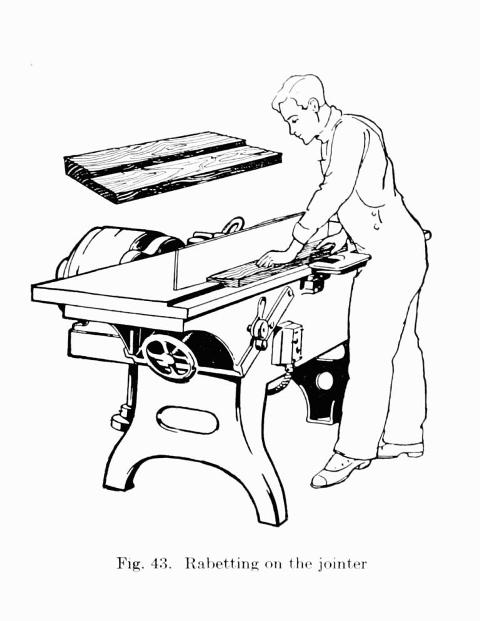
58. The Hand Jointer.—The great variety of work that can be done on a hand jointer depends very largely upon the knowledge and skill of the operator. It lends itself to so many operations, that the student gains much in knowledge and efficiency.[Pg 60]
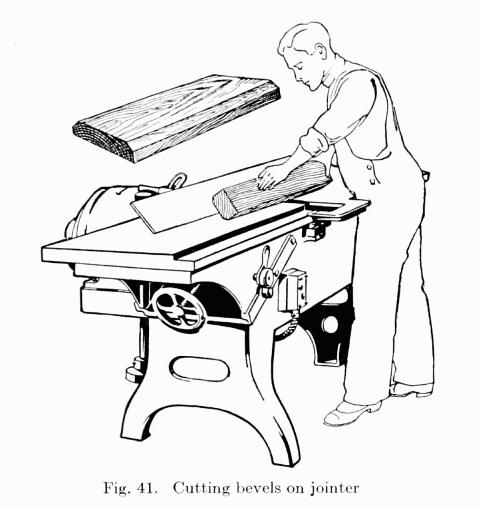
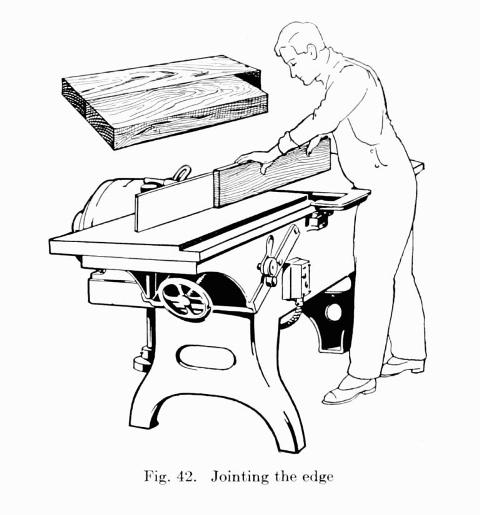
The five operations shown in Figs. 40, 41, 42, 43 and 44, give a fair idea of the scope of work that is usually accomplished on a hand jointer and show something of the method by which the work should be done.
The jointer is another tool where the use of the guard should never be omitted.[Pg 61]

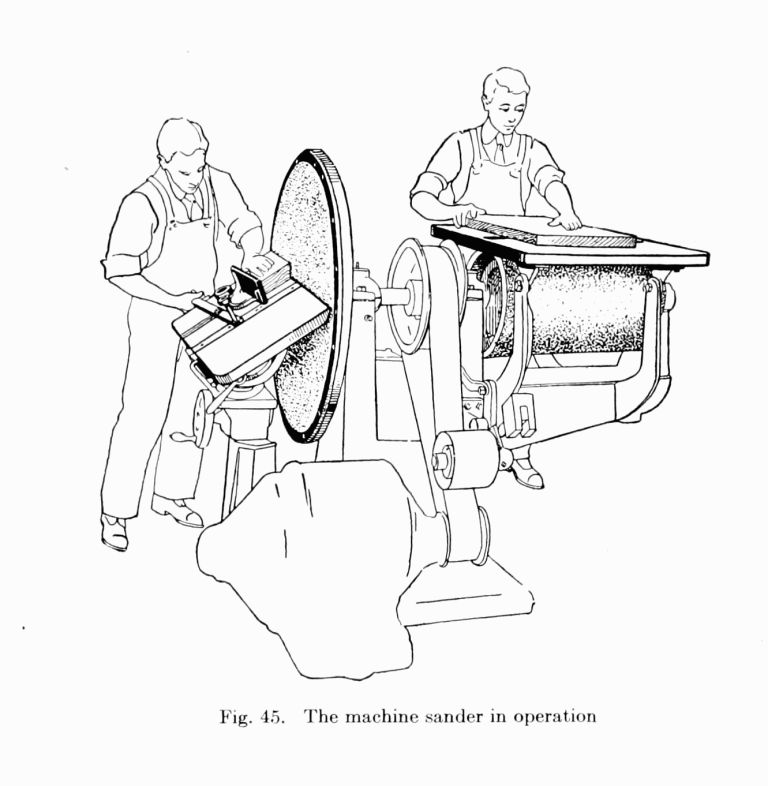
59. The Sander.—The sander is an interesting machine in the school shop for on it considerable "forming" can be done as with the lathe, altho its prime use is to make smooth or polish.
In Fig. 45 the boy at the left is forming a mitre while the one on the right is smoothing surface.
| PAGE | |
| A | |
| Auto kar, Plate 41 | 104 |
| Auto racer, Plate 9 | 72 |
| Auto Roadster, Plate 8 | 71 |
| B | |
| Bats, base ball, Plate 54 | 117 |
| Bazaars, toy sales, etc. | 19 |
| Bed, doll's, Plates 22, 23 | 85, 86 |
| Boring holes in wheels | 53 |
| Brushes, care of | 31 |
| Buffet, Plate 14 | 77 |
| C | |
| Car, baby's, Plate 36 | 99 |
| Car, passenger, Plate 10 | 73 |
| Cars, auto, motor, choo-choo, Plates 41, 42 | 104, 105 |
| Cart, baby's, Plate 3 | 66 |
| Cart, hay, Plate 4 | 67 |
| Carriage, dolls, Plate 17 | 80 |
| Chair & rocker, Plate 13 | 76 |
| Chair, baby's, Plate 47 | 110 |
| Checker board, Plate 45 | 108 |
| Check, credit, Fig. 7 | 20 |
| Coasters, Plates 26, 37, 39 | 89, 101, 103 |
| Coloring toys | 21 |
| Sanitation emphasized | 21 |
| Preparation of surfaces | 21 |
| Application of water colors | 21 |
| Analine water stains | 22 |
| Formulas for analine water stains | 22 |
| Oil stains | 23 |
| Shellacking | 23 |
| Varnishing | 23 |
| Points on varnishing | 24 |
| Color varnish | 24 |
| Use of paint | 24 |
| Dipping method | 28, 30 |
| Polishing by tumbling | 31 |
| Paint application by compressed air | 31 |
| Colors, preparing | 39 |
| Color chart, Fig. 17 | 41 |
| Contents, Table of | 5 |
| Coping saw, use of | 45 |
| Correlation | 7 |
| Costumer, child's, Plate 46 | 109 |
| D | |
| Doll's house, Plates 50, 51, 52 | 113, 114, 115 |
| Dipping frame | 29 |
| Drawings for toys | 63 |
| Dumb bell, Plate 53 | 116 |
| E | |
| Enameling | 27 |
| F | |
| Foremen, shop | 11 |
| Fox & geese game, Plate 1 | 64 |
| Furniture, doll[Pg 119] | 75, 76, 77 |
| G | |
| Game board, "Bean Bag," Plate 19 | 82 |
| Game board, "Fox & Geese," Plate 1 | 64 |
| Grading students | 17 |
| H | |
| Horse head, Plate 5 | 68 |
| Horse on wheels, Plate 6 | 69 |
| House, doll's, Plates 50, 51, 52 | 113, 114, 115 |
| I | |
| Indian club, Plate 53 | 116 |
| J | |
| Jigs & fixtures | 43 |
| Jointer, hand | 59 |
| K | |
| Kiddie kars, Plates 27, 28, 29 | 90, 91, 92 |
| L | |
| Lathe, operating the | 54, 55, 56, 57 |
| M | |
| Machines, operating of woodworking | 54 |
| N | |
| Noah's ark, Plate 18 | 81 |
| O | |
| Organization, plan for shop | 11 |
| P | |
| Paint, use of | 24 |
| Ingredients of | 24 |
| Application | 25 |
| Preparation of surface | 25 |
| Tinting materials | 25 |
| Mixing | 25 |
| Formulas | 26 |
| Formulas for tinted paint | 26 |
| Enameling | 27 |
| Plan for shop organization | 11 |
| Grouping students | 11 |
| Time clerk | 13 |
| Tool-room clerk | 13 |
| Recording attendance | 14 |
| Time-card rack | 14 |
| Time cards | 15 |
| Grading students | 17 |
| Accomplishment sheet | 18 |
| Preparation for shop work | 19 |
| Pneumatic equipment | 36 |
| Preface | 3 |
| Productive work | 11 |
| R | |
| Ring toss, Plate 2 | 65 |
| Rocking chair, Plate 13 | 76 |
| Rocker, duck, Plate 35 | 98 |
| Rocker, ducky loo, Plate 34 | 97 |
| Rock-a-doodle, Plate 31 | 94 |
| S | |
| Sand box, Plates 48, 49 | 111, 112 |
| Sander | 60, 62 |
| Saw, universal | 58 |
| Scooter, Plate 25 | 88 |
| Sleds, Plates 32, 33 | 95, 96 |
| Sprayer, pneumatic air[Pg 120] | 31, 33, 34 |
| Sprayer, directions for operating | 36 |
| Speedster, duplex, Plate 30 | 93 |
| Stain, oil | 23 |
| Stain, analine water | 22 |
| Stilts, adjustable, Plate 24 | 87 |
| Suggestions to teachers | 7 |
| Swing, child's, Plates 20, 21 | 83, 84 |
| T | |
| Table for doll house, Plate 12 | 75 |
| Teeter-totter, Plate 43 | 106 |
| Teeter-rocker, Plate 44 | 107 |
| Time clerk | 13 |
| Time cards | 15 |
| Tool-room clerk | 13 |
| Toy sales | 19 |
| Trailer, kido-kar, Plate 7 | 70 |
| Tumbler, drawing of | 32 |
| Tumbling, polishing by | 31, 32 |
| V | |
| Varnishing | 23 |
| Varnish, colored | 24 |
| Varnishing, points on | 24 |
| W | |
| Wagon, milk, Plate 11 | 74 |
| Water colors | 21 |
| Wax polishing | 31 |
| Wheel-barrow, toy, Plate 15 | 78 |
| Wheel-barrow, horse design, Plate 16 | 79 |
| Wheel cutter | 45, 46 |
| Wheels, cutting small | 43 |
| Wheels, designs, Fig. 27 | 49, 51 |
| Wheels, turning | 43 |
| Woods used in toy making | 42 |